Төмөр дээр 50 диаметртэй нүхийг хэрхэн өрөмдөх вэ. Металлыг хэрхэн зөв өрөмдөх вэ - янз бүрийн диаметртэй нүхийг хэрхэн яаж хийхийг сурах
Нийтлэлээс авсан бүх зураг
Хэрэв та модонд нүх гаргах шаардлагатай бол том диаметр, дараа нь та ашиглах хэрэгтэй тусгай төхөөрөмж, тус бүр өөрийн гэсэн онцлогтой. Бид бүгдийг авч үзэх болно боломжит сонголтуудмөн тэдгээрийн гол давуу болон сул талуудын талаар танд хэлэх бөгөөд ингэснээр та сонгох боломжтой болно хамгийн сайн сонголттухайн нөхцөл байдалд ажлын онцлогт нийцүүлэн.

Чанарын сонголтыг сонгох шалгуур
Доор бид төхөөрөмжийн үндсэн төрлүүдийг авч үзэх болно, гэхдээ одоохондоо бид ямар ч хувилбарыг өөрчлөхөөс үл хамааран хангах ёстой шалгуурыг зааж өгөх болно.
| Найдвартай үйлдвэрлэлийн материал | Мэдээжийн хэрэг, энэ шалгуурыг нүдээр тодорхойлох магадлал багатай тул худалдагчаас бүтээгдэхүүний чанарын гэрчилгээ авахыг хүсэх нь дээр. Хятадаас ирсэн найдваргүй хуурамч хувилбарууд ихэнхдээ ямар ч бичиг баримтгүй байдаг. |
| Чанарын гүйцэтгэл | Бүтээгдэхүүнийг сайтар шалгаж үзээрэй: гадаргуу нь өө сэвгүй, гөлгөр байх ёстой, зүсэх хэсгийг сайтар хурцалж байх ёстой. Хэрэв та урт модон өрөм худалдаж авах гэж байгаа бол түүний тэгш эсэхийг шалгаарай, үүнийг нүдээр эсвэл өнхрүүлэн хийж болно. хавтгай гадаргуу- аливаа зөрчил үүн дээр шууд харагдах болно. |
| сайн савлагаа | Чанар муутай хуурамч зүйлсийг ихэвчлэн ямар нэгэн байдлаар савладаг, үүнээс гадна үгэнд алдаа гардаг. Ямар ч алдартай брэнд өөрөө энгийн савлагаа хийхийг зөвшөөрдөггүй, үүнийг санаарай. |
| Үнэ | Үнэ нь мөн чанарын үзүүлэлт юм, дүрмээр бол хамгийн төсвийн сонголтууд нь богино хугацааны, ялангуяа том хэмжээтэй өрөм, бэхэлгээний тухайд байдаг. Эцсийн эцэст тэд маш их өндөр ачаалалявагдаж байна. |
Зөвлөгөө! Чанартай бүтээгдэхүүн худалдаж авах баталгаатай байхын тулд та тодорхой брэндийн албан ёсны төлөөлөгчидтэй холбоо барьж эсвэл нэр хүндэд нь санаа тавьдаг, хямд хуурамч зүйл зардаггүй алдартай дэлгүүрүүдээс бүтээгдэхүүн худалдаж авах хэрэгтэй.

Бүтээгдэхүүний төрөл, тэдгээрийн онцлог
Манайхаас ямар сонголтуудыг олж болохыг авч үзье худалдааны сүлжээмөн тэд бие биенээсээ хэрхэн ялгаатай.
Усан оргилуурын дасгалууд
Хамгийн түгээмэл ба төсвийн сонголт, энэ нь туршлагагүй гар урчуудын хувьд ч ажиллахад маш тохиромжтой. Мөн та энэ энгийн үйл явцыг өөрийн гараар эзэмшиж чадна.
Энэхүү шийдлийн гол давуу талуудыг авч үзье.
- Диаметрийн хүрээ нь 10-аас 60 мм-ийн хооронд хэлбэлздэг.
- Ажил нь нэлээд хурдан хийгддэг, гэхдээ нүхний чанар бага, хүрэхийн тулд төгс үр дүнЭнэ болно гэдэгт итгэлтэй биш байна.
- Өрөмдлөгийн хамгийн их гүн нь ойролцоогоор 150 мм байна.
- Бүтээгдэхүүнийг 5-6 ширхэгээр эсвэл дангаар нь зардаг тул аль сонголт нь танд тохирохыг өөрөө шийднэ.
- Шаардлагатай бол та өрөмдлөгийг хавчих, уртыг нь 300 мм-ээр нэмэгдүүлэх өргөтгөлийг худалдан авч болно.

Том хэмжээтэй нь ихэвчлэн дангаар нь зарагддаг, жижиг хэмжээтэй нь багцаар зарагддаг.
Ийм зүйлд хүрэхгүй байх боломжгүй юм сонирхолтой сонголттохируулах боломжтой өрмийн хошуу, энэ төрлийн бүтээгдэхүүн нь 22-оос 76 мм-ийн диаметртэй нүх гаргах боломжтой. Ажлыг нэлээд хүчирхэг цахилгаан хэрэгсэл ашиглан бага хурдтайгаар гүйцэтгэдэг.
Тамирчин 27-03-2007 10:53
Би "Бөөс" эсвэл "Алдаа" гэх мэт араг ясны хутга хийхийг удаан хугацаанд хүсч байсан. Хурууны нүх нь 24 ба 17 мм байна. Тэднийг яаж хийх вэ? ажлын хэсэг - 9hf ган (бичсэн) зорогчоос ир. Магадгүй эхлээд орхих уу? Надад үйлдвэрт тайвшрах боломж байна ...
Юнкер 27-03-2007 11:06
Би таван центээ оруулъя, ийм профайл тусгай дээр хайчилж авав лазер машинтөмрийн хуудаснаас, хэрэв та гэртээ өрөмдөж, өрөмдөж чадвал танд хүндэтгэл, магтаал байх болно. орчуулагдаагүй гэдэг нь Орос дахь гар урчууд гэсэн үг.
толгой 27-03-2007 11:06
Суллагдсан хүмүүсийн хэлснээр би жишээ нь "балерина" гэж оролдох болно.
Тамирчин 27-03-2007 11:31
Би өрөмдөх гэж оролдсон - машин дээрх зөөгчөөс ир нь хэвийн өрөмдсөн. Тэгээд ч ир нь Зөвлөлтийнх, манай багажны үйлдвэр. Лазер эсвэл өөр зүйлээр зүссэн нь ойлгомжтой, гэхдээ үүнийг гар аргаар хийх боломжгүй гэдэгт би итгэдэггүй. Мэдээжийн хэрэг, бага зэрэг муруй нүх гарч ирэх байх, гэхдээ би ханцуйндаа тохируулга хийхгүй. Та ерөнхийдөө санаатайгаар дүүргэж болно, i.e. зориудаар зууван хэлбэрт оруулаарай ... Би үүнийг уламжлалт байдлаар туршиж үзэх байх - 14-ийн өрөмдлөгөөр өрөмдөж, дараа нь би таслагч хайх болно, би хаа нэгтээ байсан, дараа нь хусуур ...
түрүүч 27-03-2007 11:36
Металл өрөмдөх тусгай титэм зарсан. гэхдээ тэдэнд өрмийн машин хэрэгтэй. тэнд огтлох хүчин чармайлт их, бариулыг барихад маш хэцүү байдаг.
SiDiS 27-03-2007 11:54
Контурын дагуу цооног өрөмдөхөд юу ч саад болохгүй. 3мм-ээс тэдгээрийг дремел дээр вулканитаар холбоно. Дараа нь зүлгүүрийн зүсэгчээр жигд болгоно
Хэрэв та төгс болгохыг хүсч байвал жижиг конустай конус аваад 2 талаас нь нунтаглана. Үүний зэрэгцээ та фасуудыг хийх болно
Вал13 27-03-2007 12:18
Агааржуулсан металл дээр нүхний диаметрийг Морзын шовгор зүсэгчээр нэмэгдүүлэх нь маш тохиромжтой. Төвийн өрөмдлөгүүд нь мөн маш "насанд хүрэгчдийн диаметртэй байдаг. Гүн өрөмдлөгийг тэдэнтэй хамт хийж болохгүй, гэхдээ хэдэн миллиметр нь амархан байдаг. Дахин хэлэхэд, Drimel-д зориулсан зүлгүүрийн материалыг шанага болгон бараг хаа сайгүй зардаг. Өрөмдлөгийн бэхэлгээнд хатуурсан металлыг өрөмдөхөд хялбар байдаг. алмаазан титэм хүссэн диаметр(хавтанцарын хувьд одоо маш олон байдаг), зөвхөн усаар, хүчтэй дарж болохгүй. Олон сонголт бий. IMHO алмаз нь илүү дээр юм, учир нь энэ задгай бүтэц нь хатуурах явцад эрэг шургийг хаана тайлах нь тодорхойгүй байна.
Тамирчин 27-03-2007 12:31
Өө! Конус аяга! Сайхан санаа! Амралтын тухай - Би эхлээд ажлын хэсэгт нүх гаргаж, хатууруулж, дараа нь контурыг нь таслахыг хүссэн юм, энэ нь нунтаглагч, нунтаглагч дээр тийм ч хэцүү биш ...
Волков 27-03-2007 15:36
Цоорхойг цахилгаан химийн аргаар сийлбэрлэж, дараа нь ижил зүсэгчээр тэгшлэх боломжтой.
Тамирчин 27-03-2007 16:34
ишлэл: Анх Волков нийтэлсэн:
Цоорхойг цахилгаан химийн аргаар сийлбэрлэж, дараа нь ижил зүсэгчээр тэгшлэх боломжтой.
Тиймээс гол нь нүх гаргахад хэцүү биш (би ажлын хэсгийг маш сайн өрөмдсөн гэж хэлж байна, та цооног өрөмдөж, хусуураар дуусгаж болно), гэхдээ та төгс байхыг хүсч байна. гөлгөр нүх, энэ бол заль мэх ... маргааш тэд 18 мм-ийн өрөм авчирна гэж амласан, би үүнийг туршиж үзэх болно, дараа нь бид харах болно ...
avb 27-03-2007 17:47
Ийм дэмий юманд цаг үрэх нь харамсалтай.
Вал13 27-03-2007 21:20
Хэрэв өрөмтэй бол наад зах нь уутанд хавчих нь зүйтэй хатуу мод, эс тэгвээс өрөмдлөгийн хурц үзүүртэй ийм диаметр нь (ийм зузаантай металлын үед) тэгш нүх биш харин хөндий үүсгэдэг.
Тамирчин 28-03-2007 16:46
Цаг алдах нь харамсалтай биш, тиймээс та ямар ч хутганы тухай, ерөнхийдөө ямар ч бизнесийн талаар хэлж болно ... Би цоорхойг хийсэн: Би өрөмдлөгөөр явсан: 6-10-12-14-17 дараа нь корунд зүсэгчтэй зөвлөсний дагуу машин. IMHO сайн болсон, би тосонд харлуулж, дараа нь танд үзүүлнэ. Гол асуудал бол зорогч ир нь бүсийн хатууралтай, огтлох ирмэгээс 35-40 мм-ийн зайд хатуурсан байдаг. Нэг, хамгийн том нүхбүсүүдийн хилийг цохих. Өрөмдлөг нь хатуурсан бүсээс түүхий металл руу шилжихийг үргэлж хичээдэг байв. Эцэст нь ямар нэгэн байдлаар өрөмдсөн хэвээр байна.
Нүхний төрөл, металлын шинж чанараас хамааран металлын цооног өрөмдөх ажлыг гүйцэтгэж болно. өөр өөр хэрэгсэлмөн янз бүрийн аргыг ашиглах. Эдгээр ажлыг гүйцэтгэхдээ өрөмдлөгийн арга, багаж хэрэгсэл, түүнчлэн аюулгүй байдлын урьдчилан сэргийлэх арга хэмжээний талаар танд хэлэхийг хүсч байна.
Засвар хийх явцад металлын цооног өрөмдөх шаардлагатай байж болно инженерийн системүүд, гэр ахуйн цахилгаан хэрэгсэл, машин, хуудас болон профиль гангаар бүтэц бий болгох, хөнгөн цагаан, зэсээр хийсэн гар урлалын дизайн, радио төхөөрөмжийн хэлхээний самбар үйлдвэрлэх, бусад олон тохиолдолд. Нүх нь зөв диаметртэй, хатуу зориулалтын газар байхын тулд ажлын төрөл тус бүрт ямар хэрэгсэл шаардлагатайг ойлгох нь чухал бөгөөд аюулгүй байдлын ямар арга хэмжээ нь гэмтэл бэртлээс зайлсхийхэд тусална.
Багаж хэрэгсэл, бэхэлгээ, өрөм
Өрөмдлөгийн гол хэрэгсэл нь гар ба цахилгаан өрөм, түүнчлэн хэрэв боломжтой бол өрөмдлөгийн машин. Эдгээр механизмын ажлын хэсэг - өрөм нь өөр хэлбэртэй байж болно.
Дасгалууд байдаг:
- спираль (хамгийн түгээмэл);
- шураг;
- титэм;
- конус хэлбэртэй;
- өд гэх мэт.
Өрөмдлөгийн үйлдвэрлэл төрөл бүрийн загваролон тооны ГОСТ-оор стандартчилагдсан. Ø 2 мм хүртэл өрөмдлөгийг тэмдэглээгүй, Ø 3 мм хүртэл - бариул дээр хэсэг ба гангийн зэрэглэлийг зааж өгсөн, том диаметр нь нэмэлт мэдээлэл агуулж болно. Тодорхой диаметртэй нүх авахын тулд та миллиметрээс аравны хэдэн жижиг өрөм авах хэрэгтэй. Өрөмдлөгийг илүү сайн хурцалж, эдгээр диаметрүүдийн ялгаа бага байх болно.

Өрөмдлөг нь зөвхөн диаметрээс гадна уртаараа ялгаатай байдаг - богино, урт, урт нь үйлдвэрлэгддэг. чухал мэдээлэлнь боловсруулагдаж буй металлын хамгийн дээд хатуулаг юм. Өрөмдлөгийн бариул нь цилиндр ба конус хэлбэртэй байж болох тул өрөмдлөгийн чак эсвэл адаптерийн ханцуйг сонгохдоо үүнийг анхаарч үзэх хэрэгтэй.
 1. Цилиндр бариултай өрөмдөх. 2. Шовгор бариултай өрөм. 3. Сийлбэр хийх сэлмээр өрөмдөх. 4. Төвийн өрөм. 5. Хоёр диаметртэй өрөмдөх. 6. Төвийн өрөм. 7. Конус хэлбэрийн өрөм. 8. Конус хэлбэрийн олон үе шаттай өрөм
1. Цилиндр бариултай өрөмдөх. 2. Шовгор бариултай өрөм. 3. Сийлбэр хийх сэлмээр өрөмдөх. 4. Төвийн өрөм. 5. Хоёр диаметртэй өрөмдөх. 6. Төвийн өрөм. 7. Конус хэлбэрийн өрөм. 8. Конус хэлбэрийн олон үе шаттай өрөм
Зарим ажил, материалын хувьд тусгай хурцлах шаардлагатай. Боловсруулж буй металл нь илүү хатуу байх тусам ирмэг нь хурц байх ёстой. Нимгэн хуудас металлын хувьд ердийн мушгирсан өрөм тохирохгүй байж магадгүй тул танд тусгай хурц үзүүртэй хэрэгсэл хэрэгтэй болно. Нарийвчилсан зөвлөмжүүд янз бүрийн төрөлөрөм, боловсруулсан металл (зузаан, хатуулаг, нүхний төрөл) нь нэлээд өргөн хүрээтэй бөгөөд энэ нийтлэлд бид тэдгээрийг авч үзэхгүй.
 Өрөмдлөгийг хурцлах янз бүрийн төрлүүд. 1. Хатуу гангийн хувьд. 2. Зэвэрдэггүй гангийн хувьд. 3. Зэс ба зэсийн хайлшийн хувьд. 4. Хөнгөн цагааны хувьд болон хөнгөн цагааны хайлш. 5. Цутгамал төмрийн хувьд. 6. Бакелит
Өрөмдлөгийг хурцлах янз бүрийн төрлүүд. 1. Хатуу гангийн хувьд. 2. Зэвэрдэггүй гангийн хувьд. 3. Зэс ба зэсийн хайлшийн хувьд. 4. Хөнгөн цагааны хувьд болон хөнгөн цагааны хайлш. 5. Цутгамал төмрийн хувьд. 6. Бакелит
 1. Стандарт хурцлах. 2. Үнэгүй хурцлах. 3. Шингэрүүлсэн хурц үзүүртэй. 4. Хүчтэй хурцлах. 5. Тусдаа хурцлах
1. Стандарт хурцлах. 2. Үнэгүй хурцлах. 3. Шингэрүүлсэн хурц үзүүртэй. 4. Хүчтэй хурцлах. 5. Тусдаа хурцлах
Өрөмдлөгийн өмнө эд ангиудыг засахын тулд дэд хэсэг, зогсоол, дамжуулагч, булан, боолттой хавчаар болон бусад төхөөрөмжийг ашигладаг. Энэ нь зөвхөн аюулгүй байдлын шаардлага биш, үнэндээ илүү тохиромжтой, нүхнүүд нь илүү чанартай байдаг.
Сувгийн гадаргууг зүсэх, боловсруулахын тулд цилиндр эсвэл конус хэлбэрийн тоолуур ашиглан өрөмдлөг хийх цэгийг тэмдэглэж, өрөм нь "үсрэхгүй" байх болно - алх ба гол цоолтуур.
Зөвлөгөө! Хамгийн сайн дасгалуудөнөөг хүртэл тэдгээрийг ЗХУ-д гаргасан гэж үздэг - геометр, металлын найрлага дахь ГОСТ-ыг яг дагаж мөрддөг. Титан бүрээстэй Германы Ruko нь сайн, түүнчлэн Bosch-ийн өрөмдлөгүүд нь батлагдсан чанар юм. Сайн санал Haisser бүтээгдэхүүний тухай - хүчирхэг, ихэвчлэн том диаметртэй. Zubr өрөм, ялангуяа Кобальт цуврал нь зохистой болох нь батлагдсан.
Өрөмдлөгийн горимууд
Өрөмдлөгийг зөв засах, чиглүүлэх, зүсэх горимыг сонгох нь маш чухал юм.
Өрөмдлөгөөр металл нүх гаргахдаа өрөмдлөгийн эргэлтийн тоо ба өрөмдлөгийн тэнхлэгийн дагуу чиглэсэн тэжээлийн хүч нь нэг эргэлтээр (мм / эргэлт) өрөмдлөгийн нэвтрэлтийг хангах чухал хүчин зүйл юм. Янз бүрийн металл, өрөмтэй ажиллахдаа зүсэх янз бүрийн нөхцөлийг санал болгодог бөгөөд боловсруулж буй металл илүү хатуу, өрмийн диаметр их байх тусам санал болгож буй зүсэх хурд бага байна. Үзүүлэлт зөв горим- сайхан, урт хуссан.

Хүснэгтүүдийг ашиглан зөв горимыг сонгож, өрөмийг хугацаанаас нь өмнө уйтгартай болгохгүй.
| Тэжээлийн S 0 , мм / эргэлт | Өрөмдлөгийн диаметр D, мм | |||||||||
| 2,5 | 4 | 6 | 8 | 10 | 12 | 146 | 20 | 25 | 32 | |
| Таслах хурд v, м/мин | ||||||||||
| Ган өрөмдөх үед | ||||||||||
| 0,06 | 17 | 22 | 26 | 30 | 33 | 42 | — | — | — | — |
| 0,10 | — | 17 | 20 | 23 | 26 | 28 | 32 | 38 | 40 | 44 |
| 0,15 | — | — | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 35 |
| 0,20 | — | — | 15 | 17 | 18 | 20 | 23 | 25 | 27 | 30 |
| 0,30 | — | — | — | 14 | 16 | 17 | 19 | 21 | 23 | 25 |
| 0,40 | — | — | — | — | — | 14 | 16 | 18 | 19 | 21 |
| 0,60 | — | — | — | — | — | — | — | 14 | 15 | 11 |
| Цутгамал төмрийг өрөмдөх үед | ||||||||||
| 0,06 | 18 | 22 | 25 | 27 | 29 | 30 | 32 | 33 | 34 | 35 |
| 0,10 | — | 18 | 20 | 22 | 23 | 24 | 26 | 27 | 28 | 30 |
| 0,15 | — | 15 | 17 | 18 | 19 | 20 | 22 | 23 | 25 | 26 |
| 0,20 | — | — | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 0,30 | — | — | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 19 |
| 0,40 | — | — | — | — | 14 | 14 | 15 | 16 | 16 | 17 |
| 0,60 | — | — | — | — | — | — | 13 | 14 | 15 | 15 |
| 0,80 | — | — | — | — | — | — | — | — | — | 13 |
| Хөнгөн цагааны хайлшийг өрөмдөх үед | ||||||||||
| 0,06 | 75 | — | — | — | — | — | — | — | — | — |
| 0,10 | 53 | 70 | 81 | 92 | 100 | — | — | — | — | — |
| 0,15 | 39 | 53 | 62 | 69 | 75 | 81 | 90 | — | — | — |
| 0,20 | — | 43 | 50 | 56 | 62 | 67 | 74 | 82 | - | - |
| 0,30 | — | — | 42 | 48 | 52 | 56 | 62 | 68 | 75 | — |
| 0,40 | — | — | — | 40 | 45 | 48 | 53 | 59 | 64 | 69 |
| 0,60 | — | — | — | — | 37 | 39 | 44 | 48 | 52 | 56 |
| 0,80 | — | — | — | — | — | — | 38 | 42 | 46 | 54 |
| 1,00 | — | — | — | — | — | — | — | — | — | 42 |
Хүснэгт 2. Залруулгын хүчин зүйлүүд
Хүснэгт 3. Төрөл бүрийн өрөмдлөгийн диаметр ба нүүрстөрөгчийн ган дахь өрөмдлөгийн эргэлт ба тэжээл
Металлын нүхний төрөл, өрөмдөх арга
Нүхний төрлүүд:
- дүлий;
- дамжуулан;
- хагас (бүрэн бус);
- гүн;
- том диаметр;
- дотоод утаснуудын хувьд.
Урсгалтай нүхнүүд нь ГОСТ 16093-2004-д тогтоосон хүлцэл бүхий диаметрийг тодорхойлохыг шаарддаг. Нийтлэг техник хэрэгслийн хувьд тооцооллыг 5-р хүснэгтэд үзүүлэв.
Хүснэгт 5. Метрийн ба инчийн утаснуудын харьцаа, түүнчлэн өрөмдлөгийн нүхний хэмжээг сонгох
| Метрийн утас | Инчийн утас | Хоолойн утас | |||||||
| Утасны диаметр | Утасны зай, мм | Утасны нүхний диаметр | Утасны диаметр | Утасны зай, мм | Утасны нүхний диаметр | Утасны диаметр | Утасны нүхний диаметр | ||
| мин. | Макс. | мин. | Макс. | ||||||
| М1 | 0,25 | 0,75 | 0,8 | 3/16 | 1,058 | 3,6 | 3,7 | 1/8 | 8,8 |
| М1.4 | 0,3 | 1,1 | 1,15 | 1/4 | 1,270 | 5,0 | 5,1 | 1/4 | 11,7 |
| М1.7 | 0,35 | 1,3 | 1,4 | 5/16 | 1,411 | 6,4 | 6,5 | 3/8 | 15,2 |
| М2 | 0,4 | 1,5 | 1,6 | 3/8 | 1,588 | 7,7 | 7,9 | 1/2 | 18,6 |
| М2.6 | 0,4 | 2,1 | 2,2 | 7/16 | 1,814 | 9,1 | 9,25 | 3/4 | 24,3 |
| М3 | 0,5 | 2,4 | 2,5 | 1/2 | 2,117 | 10,25 | 10,5 | 1 | 30,5 |
| М3.5 | 0,6 | 2,8 | 2,9 | 9/16 | 2,117 | 11,75 | 12,0 | — | — |
| М4 | 0,7 | 3,2 | 3,4 | 5/8 | 2,309 | 13,25 | 13,5 | 11/4 | 39,2 |
| М5 | 0,8 | 4,1 | 4,2 | 3/4 | 2,540 | 16,25 | 16,5 | 13/8 | 41,6 |
| М6 | 1,0 | 4,8 | 5,0 | 7/8 | 2,822 | 19,00 | 19,25 | 11/2 | 45,1 |
| М8 | 1,25 | 6,5 | 6,7 | 1 | 3,175 | 21,75 | 22,0 | — | — |
| M10 | 1,5 | 8,2 | 8,4 | 11/8 | 3,629 | 24,5 | 24,75 | — | — |
| М12 | 1,75 | 9,9 | 10,0 | 11/4 | 3,629 | 27,5 | 27,75 | — | — |
| М14 | 2,0 | 11,5 | 11,75 | 13/8 | 4,233 | 30,5 | 30,5 | — | — |
| М16 | 2,0 | 13,5 | 13,75 | — | — | — | — | — | — |
| М18 | 2,5 | 15,0 | 15,25 | 11/2 | 4,333 | 33,0 | 33,5 | — | — |
| М20 | 2,5 | 17,0 | 17,25 | 15/8 | 6,080 | 35,0 | 35,5 | — | — |
| М22 | 2,6 | 19,0 | 19,25 | 13/4 | 5,080 | 33,5 | 39,0 | — | — |
| М24 | 3,0 | 20,5 | 20,75 | 17/8 | 5,644 | 41,0 | 41,5 | — | — |
нүхээр
Нүхнүүдээр дамжуулан ажлын хэсгийг бүрэн нэвтэрч, дотор нь гарц үүсгэнэ. Процессын нэг онцлог шинж чанар нь ажлын хэсэг эсвэл ширээний гадаргууг өрөмдлөгөөс гарахаас хамгаалах явдал бөгөөд энэ нь өрөмдлөгийг өөрөө гэмтээж, ажлын хэсгийг "бөөрөнхий" -ээр хангадаг. Үүнээс зайлсхийхийн тулд дараах аргуудыг ашиглана уу.
- нүхтэй ажлын ширээ ашиглах;
- модны жийргэвч эсвэл "сэндвич" хэсгийг доор байрлуулна - мод + металл + мод;
- өрөмдлөгийг чөлөөтэй нэвтрүүлэх нүхтэй хэсгийн доор металл баар тавих;
- сүүлчийн шатанд тэжээлийн хурдыг багасгах.
Сүүлчийн арга нь ойр зайтай гадаргуу эсвэл эд ангиудыг гэмтээхгүйн тулд цооног өрөмдөхдөө "газар дээр" байх ёстой.

Нимгэн хуудас металлын нүхийг хусуураар өрөмддөг, учир нь мушгирсан өрөм нь ажлын хэсгийн ирмэгийг гэмтээдэг.
сохор нүхнүүд
Ийм нүхийг тодорхой гүнд хийж, ажлын хэсгийг дундуур нь нэвт шингээдэггүй. Гүнийг хэмжих хоёр арга байдаг:
- өрөмдлөгийн уртыг ханцуйны зогсоолоор хязгаарлах;
- өрөмдлөгийн уртыг тохируулж болох зогсоолын тусламжтайгаар хязгаарлах;
- машин дээр бэхлэгдсэн захирагчийг ашиглах;
- аргуудын хослол.
Зарим машинууд нь өгөгдсөн гүнд автомат тэжээлээр тоноглогдсон бөгөөд үүний дараа механизм зогсдог. Өрөмдлөгийн явцад чипсийг арилгахын тулд хэд хэдэн удаа ажлыг зогсоох шаардлагатай байж болно.

Нарийн төвөгтэй хэлбэрийн нүхнүүд
Ажлын хэсгийн ирмэг дээр (хагас) байрлах нүхийг хоёр ажлын хэсэг эсвэл ажлын хэсэг ба жийргэвчийг нүүртэй холбож, тишигтэй хавчих, бүрэн цооног өрөмдөх замаар хийж болно. Жийргэвч нь боловсруулж буй ажлын хэсэгтэй ижил материалаар хийгдсэн байх ёстой, эс тэгвээс өрөм нь хамгийн бага эсэргүүцэлтэй чиглэлд "орхих" болно.
Булангийн нүхийг (хэлбэрийн цувисан металл) ажлын хэсгийг дэд хэсэгт бэхэлж, модон жийргэвч ашиглан гүйцэтгэдэг.

Цилиндр бэлдэцийг тангенциалаар өрөмдөх нь илүү хэцүү байдаг. Процесс нь хоёр үйл ажиллагаанд хуваагдана: бэлтгэл нүхэнд перпендикулярплатформууд (тээрэмдэх, countersinking) болон өөрөө өрөмдөх. Өнцөг гадаргуу дээр цооног өрөмдөх нь мөн талбайн бэлтгэлээс эхэлдэг бөгөөд дараа нь модон зайг онгоцнуудын хооронд хийж, гурвалжин үүсгэж, булангаар нь нүх гаргадаг.
Хөндий хэсгүүдийг өрөмдөж, хөндийгөөр модоор хийсэн үйсэн бөглөө дүүргэдэг.
Шаталсан нүхийг хоёр аргыг ашиглан үйлдвэрлэдэг.
- Тайлах. Цооногийг хамгийн бага диаметртэй өрөмдлөгөөр бүрэн гүнд өрөмдөж, дараа нь жижиг диаметртэй өрөмдлөгөөр өгөгдсөн гүнд өрөмдөнө. Аргын давуу тал нь сайн төвлөрсөн нүх юм.
- Диаметрийг багасгах. Хамгийн их диаметртэй нүхийг өгөгдсөн гүнд өрөмдөж, дараа нь диаметрийг дараалан бууруулж, нүхийг гүнзгийрүүлэх замаар өрөмдлөгийг өөрчилнө. Энэ аргын тусламжтайгаар алхам бүрийн гүнийг хянах нь илүү хялбар байдаг.
 1. Цооног өрөмдөх. 2. Диаметрийг багасгах
1. Цооног өрөмдөх. 2. Диаметрийг багасгах
Том диаметртэй цооног, дугуй өрөмдлөг
5-6 мм хүртэл зузаантай их хэмжээний ажлын хэсгүүдэд том диаметртэй нүх гаргах нь маш их хөдөлмөр, зардал ихтэй ажил юм. Харьцангуй жижиг диаметртэй - 30 мм хүртэл (хамгийн ихдээ 40 мм) конус, илүү тохиромжтой шаттай конусан өрөмдлөгийг ашиглан авах боломжтой. Нүхний хувьд илүү том диаметр(100 мм хүртэл) танд төв өрөмдлөг бүхий хоёр металл эсвэл вольфрамын карбидын хөндий шүд хэрэгтэй болно. Түүнээс гадна мастерууд энэ тохиолдолд Bosch-ийг уламжлал ёсоор санал болгодог, ялангуяа дээр хатуу металлжишээлбэл, ган.

Ийм цагираг хэлбэрийн өрөмдлөгэрчим хүч бага зарцуулдаг ч санхүүгийн хувьд илүү зардалтай байж болно. Өрөмдлөгөөс гадна өрмийн хүч, хамгийн бага хурдтай ажиллах чадвар чухал. Түүнээс гадна, металл зузаан байх тусам та машин дээр нүх гаргахыг хүсдэг, хэзээ олон тоогоор 12 мм-ээс их зузаантай хуудсан дээрх нүхнүүд байвал ийм боломжийг нэн даруй хайх нь дээр.
Нимгэн хуудас хоосон хуудсанд том диаметртэй нүхийг нарийн шүдтэй титэм эсвэл нунтаглагч дээр суурилуулсан тээрэмдэх таслагч ашиглан олж авдаг боловч сүүлчийн тохиолдолд ирмэг нь хүссэн зүйлээ үлдээдэг.
Гүн нүх, хөргөлтийн шингэн
Заримдаа гүн нүх гаргах шаардлагатай байдаг. Онолын хувьд энэ нь урт нь тав дахин диаметртэй нүх юм. Практикт гүн өрөмдлөг гэж нэрлэгддэг бөгөөд чипсийг үе үе албадан зайлуулах, хөргөлтийн шингэн (зүсэх шингэн) ашиглах шаардлагатай байдаг.

Өрөмдлөгийн үед хөргөлтийн бодис нь үрэлтийн улмаас халдаг өрмийн болон ажлын хэсгийн температурыг бууруулахад шаардлагатай байдаг. Тиймээс дулаан дамжуулах өндөр чадвартай, өөрөө дулааныг арилгах чадвартай зэсэнд нүх гаргахдаа хөргөлтийн бодисыг орхиж болно. Цутгамал төмрийг харьцангуй хялбар, тосолгооны материалгүйгээр өрөмддөг (өндөр бат бэхээс бусад).
Үйлдвэрлэлд үйлдвэрлэлийн тос, синтетик эмульс, эмульс болон зарим нүүрсустөрөгчийг хөргөлтийн бодис болгон ашигладаг. Гэрийн семинарт та дараахь зүйлийг ашиглаж болно.
- техникийн вазелин, касторын тос - зөөлөн гангийн хувьд;
- угаалгын саван- D16T төрлийн хөнгөн цагааны хайлшийн хувьд;
- касторын тос бүхий керосин хольц - duralumin-ийн хувьд;
- савантай ус - хөнгөн цагааны хувьд;
- спиртээр шингэлсэн turpentine - силумины хувьд.
Бүх нийтийн хөргөлтийг бие даан бэлтгэж болно. Үүнийг хийхийн тулд та хувин усанд 200 гр саван уусгаж, 5 хоолны халбага машины тос нэмж, савантай нэгэн төрлийн эмульс авах хүртэл уусмалыг буцалгана. Зарим мастерууд үрэлтийг багасгахын тулд гахайн өөхийг хэрэглэдэг.
| Боловсруулсан материал | Хөргөлтийн шингэн |
| Ган: | |
| нүүрстөрөгч | Эмульс. Хүхэржүүлсэн тос |
| бүтцийн | Керосин бүхий хүхэржүүлсэн тос |
| багаж хэрэгсэл | Холимог тос |
| хайлштай | Холимог тос |
| Уян хатан төмөр | 3-5% эмульс |
| Цутгамал төмөр | Хөргөхгүйгээр. 3-5% эмульс. Керосин |
| Хүрэл | Хөргөхгүйгээр. Холимог тос |
| Цайр | Эмульс |
| Гуулин | Хөргөхгүйгээр. 3-5% эмульс |
| Зэс | Эмульс. Холимог тос |
| Никель | Эмульс |
| Хөнгөн цагаан ба түүний хайлш | Хөргөхгүйгээр. Эмульс. Холимог тос. Керосин |
| Зэвэрдэггүй, өндөр температурт хайлш | 50% хүхрийн тос, 30% керосин, 20% олейны хүчил (эсвэл 80% сульфофрезол, 20% олейны хүчил) хольц |
| Шилэн, винил хуванцар, plexiglass гэх мэт | 3-5% эмульс |
| Текстолит, гетинакс | Шахсан агаар үлээх |
Гүн цооногуудыг цул болон цагираг хэлбэрийн өрөмдлөгөөр хийж болох бөгөөд сүүлчийн тохиолдолд титэмийг эргүүлэх замаар үүссэн төв саваа нь бүхэлдээ биш, харин хэсэг хэсгээр нь тасарч, жижиг диаметртэй нэмэлт нүхээр сулруулдаг.
Хатуу өрөмдлөгийг мушгиа өрөмдлөгөөр сайтар бэхэлсэн ажлын хэсэгт хийж, түүний сувгаар хөргөлтийн бодис нийлүүлдэг. Үе үе өрмийн эргэлтийг зогсоохгүйгээр түүнийг зайлуулж, хөндийг чипсээс цэвэрлэх шаардлагатай байдаг. Эргэлтийн өрөмдлөгийн ажлыг үе шаттайгаар гүйцэтгэдэг: эхлээд богино цооног авч, нүхийг өрөмдөж, дараа нь зохих хэмжээтэй өрөмдлөгөөр гүнзгийрүүлнэ. Нүхний нэлээд гүнтэй бол чиглүүлэгч бутыг ашиглахыг зөвлөж байна.

Тогтмол өрөмдлөгөөр гүн нүхнүүдтусгай машин худалдаж авахыг зөвлөж байна автомат тэжээлӨрөмдлөгт хөргөх бодис, нарийн төвлөрөл.
Тэмдэглэгээ, загвар, жигүүрээр өрөмдөх
Та тэмдэглэгээний дагуу эсвэл түүнгүйгээр цооногийг өрөмдөж болно - загвар эсвэл жийргэвч ашиглан.
Тэмдэглэгээ нь цоолтуурын тусламжтайгаар хийгддэг. Алхны цохилт нь өрмийн үзүүрийг байрлуулах газрыг тэмдэглэдэг. Эсгий үзэг нь мөн газрыг тэмдэглэж болно, гэхдээ үзүүр нь төлөвлөсөн цэгээс хөдлөхгүйн тулд нүх гаргах шаардлагатай. Ажлыг хоёр үе шаттайгаар явуулдаг: урьдчилсан өрөмдлөг, нүхний хяналт, эцсийн өрөмдлөг. Хэрэв өрөмдлөг нь төлөвлөсөн төвөөс "зүүн" байвал ховил (ховил) нь үзүүрийг тодорхой газар руу чиглүүлдэг нарийн цүүцээр хийдэг.

Цилиндр хэлбэрийн ажлын хэсгийн төвийг тодорхойлохын тулд нэг мөрний өндөр нь ойролцоогоор нэг радиустай байхаар 90 ° -аар нугалж, дөрвөлжин цагаан тугалга ашигладаг. -тэй булан түрхэж байна өөр өөр талуудхоосон зай, ирмэгийн дагуу харандаа зур. Үүний үр дүнд та төвийн эргэн тойронд талбайтай болно. Та теоремын дагуу төвийг олох боломжтой - хоёр хөвчний перпендикулярын огтлолцол.
Хэд хэдэн цоорхойтой ижил төрлийн хэд хэдэн хэсгүүдийг хийхэд загвар хэрэгтэй болно. Үүнийг хавчаараар холбосон нимгэн хуудас хоосон зайд хэрэглэхэд тохиромжтой. Ингэснээр та хэд хэдэн өрөмдсөн хоосон зайг нэгэн зэрэг авах боломжтой. Загварын оронд зураг эсвэл диаграммыг заримдаа, жишээлбэл, радио төхөөрөмжийн эд анги үйлдвэрлэхэд ашигладаг.

Нүхний хоорондох зайг хадгалах нарийвчлал, сувгийн хатуу перпендикуляр байдал нь маш чухал үед дамжуулагчийг ашигладаг. Гүн цооног өрөмдөх эсвэл нимгэн ханатай хоолойгоор ажиллахдаа дамжуулагчаас гадна металл гадаргуутай харьцуулахад өрмийн байрлалыг засахын тулд чиглүүлэгчийг ашиглаж болно.
Цахилгаан хэрэгсэлтэй ажиллахдаа хүний аюулгүй байдлыг санаж, багажийг дутуу элэгдүүлэх, гэрлэхээс урьдчилан сэргийлэх нь чухал юм. Үүнтэй холбогдуулан бид хэд хэдэн ашигтай зөвлөмжийг цуглуулсан:
- Ажил эхлэхийн өмнө та бүх элементүүдийн бэхэлгээг шалгах хэрэгтэй.
- Машин эсвэл цахилгаан өрөмтэй ажиллах үед хувцас нь эргэлдэгч хэсгүүдийн нөлөөн дор унах боломжтой элементүүдтэй байх ёсгүй. Нүдний шилээр нүдээ чипсээс хамгаалаарай.
- Өрөмдлөг нь металлын гадаргуу дээр ойртох үед аль хэдийн эргэлдэж байх ёстой, эс тэгвээс энэ нь хурдан уйтгартай болно.
- Өрөмдлөгийг унтраахгүйгээр цооногоос өрөмдлөгийг зайлуулах шаардлагатай бөгөөд хэрэв боломжтой бол хурдыг бууруулна.
- Хэрэв өрөм нь метал руу гүн орохгүй бол түүний хатуулаг нь ажлын хэсгийнхээс бага байна. Ган дахь хатуулаг нэмэгдсэнийг дээж дээр файл ажиллуулснаар илрүүлж болно - ул мөр байхгүй байгаа нь хатуулаг нэмэгдсэнийг илтгэнэ. Энэ тохиолдолд өрөмдлөгийг нэмэлт бодис бүхий карбидаас сонгож, жижиг тэжээлээр бага хурдтай ажиллах ёстой.
- Хэрэв жижиг диаметртэй өрөм нь ганганд таарахгүй бол бариулыг нь тойруулан гуулин утсыг хэд хэдэн эргүүлж, атгах диаметрийг нэмэгдүүлнэ.
- Хэрэв ажлын хэсгийн гадаргуу өнгөлсөн бол өрөмдлөгийн цооногтой шүргэлцэх үед ч зураас гаргахгүйн тулд өрөмдлөг дээр эсгий угаагч тавина. Өнгөлсөн эсвэл хром бүрсэн гангаар хийсэн ажлын хэсгүүдийг бэхлэхдээ даавуу эсвэл арьсаар хийсэн зайг ашиглана.
- Гүн нүх гаргахдаа өрөмдлөг дээр байрлуулсан тэгш өнцөгт хөөс нь хэмжих хэрэгсэл болж, эргэлдэж байх үед жижиг чипсийг үлээж өгдөг.
Ханын чимэглэлийг хавтангаар хийж дууссаны дараа хавтанг өрөмдөхийн тулд өрөмдлөг хийх маш чухал асуулт гарч ирнэ. Мөн ханан дээрх хавтанг хэрхэн өрөмдөх нь илүү чухал юм. Ихэнхдээ плита тавих ажлыг өөрөө хийдэг бөгөөд үүний дараа унтраалга, залгуур болон бусад дагалдах хэрэгсэл, тухайлбал өлгүүр, шүүгээний бэхэлгээний нүхийг хийдэг гэдгийг тэмдэглэх нь зүйтэй.
Түүнчлэн, зарим тохиолдолд мэргэжилтнүүд хавтанцар, нүхийг огтлох ажлыг урьдчилан хийдэг. Гэхдээ нөхцөл байдал бүрт ажил гүйцэтгэх технологийг мэддэг байх шаардлагатай бөгөөд хамгийн чухал нь зөв хэрэгслийг сонгох явдал юм.
Багаж хэрэгсэл, өрөмдлөгийн процессыг шууд сонгохоос өмнө ажлын нэг хүндрэлийг анхаарч үзэх хэрэгтэй. Энэ нь хавтанцар нь нэлээд эмзэг тул амархан хагардагтай холбоотой юм. Тиймээс та анхааралтай сонгох хэрэгтэй зөв хэрэгсэл, мөн чанд дагаж мөрдөөрэй технологийн зөвлөмжүүдажил гүйцэтгэхийн тулд.
Хавтанцар өрөмдөх хэрэгсэл сонгох
Үүний дагуу хамгийн түрүүнд анхаарах ёстой асуудал бол керамик хавтанг хэрхэн өрөмдөх явдал юм. Ажлын хэрэгсэл нь хэд хэдэн шаардлагыг хангасан байх ёстой:
- Юуны өмнө өрмийн эргэлтийн хурдыг хянах боломжтой байх ёстой.
- Мөн чухал хүчин зүйл бол гадаргуу дээрх даралтыг (даралт) хянах явдал юм.
Тиймээс цооролттой элемент бүхий ямар ч хэрэгсэл ажиллахгүй гэдгийг тэмдэглэж болно.
Маш сайн сонголт бол бага хурдтай халив байх болно. Чичиргээ, огцом хөдөлгөөн байхгүй байх нь бас чухал юм.

Ашиглаж болох хоёр дахь төрлийн хэрэгсэл бол хувьсах хурдтай өрөм юм.

Өмнө дурьдсанчлан, ямар нэгэн цохилтот хөгжим ашиглахыг хориглоно. Тэдгээр. аливаа эргэлтэт алх эсвэл цохилтот өрөмдлөгийг ажлын хэрэгсэлд оруулахгүй байх ёстой.
Зөвшөөрөгдсөн хэрэглээ цохивор хөгжимзөвхөн хананд зориулж хавтанцарыг өрөмдсөний дараа тус тус хийнэ.
Хавтанцарын өрөм, тэдгээрийн брэнд, зорилго
Дараагийн асуулт бол хавтанг өрөмдөхөд ямар өрөмдлөг хийх вэ. Энд бүх зүйл хэд хэдэн хүчин зүйлээс хамаарна, тухайлбал: 
- Танд ямар хэмжээтэй нүх хэрэгтэй вэ.
- Өрөмдлөгийг өрөмдөхөөс өмнө эсвэл дараа нь хийх үед (мөн цааш унших)
- Мөн ажлын хэмжээнээс тодорхой хэмжээгээр сонголт шалтгаална.
Ямар өрөмдлөгийг өрөмдөхийг илүү нарийвчлан авч үзье хавтанцарянз бүрийн нөхцөл байдалд. Ялангуяа хавтанцар тавьсан бол, эсвэл тавихаас өмнө, шаардлагатай бол хийнэ жижиг нүхэсвэл том.
Аль хэдийн тавьсан хавтангийн нүхийг хэрхэн яаж хийх вэ
Жижиг диаметртэй нүхнүүд
Жишээлбэл, боолт эсвэл тавиурын бэхэлгээний зориулалттай жижиг хэмжээтэй тохиолдолд жад хэлбэртэй өрөм нь сайн сонголт байх болно. Үүнд чухал хүчин зүйл Энэ тохиолдолдӨрөмдлөгийн энэ үзүүлэлт нь хавтангийнхаас хэд дахин их байх ёстой тул материалын нягтрал болно.
Ийм бүтээгдэхүүний хамгийн сайн, гэхдээ хамгийн үнэтэй сонголт бол алмазан өрөм юм. Гэхдээ үүнийг их хэмжээний ажилд худалдаж авах нь хамгийн сайн арга гэдгийг бид тэмдэглэж байна. Хэд хэдэн нүх гаргахын тулд ийм худалдан авалт нь практик биш юм.

Гэрийн хувьд та ялсан гагнууртай хямд өрөм худалдаж авах боломжтой. Тэд хангалттай байх болно. Ялангуяа дараахь брэндүүд ажилд тохиромжтой.
- Бибер 7705
- Bosch CYL-9
- Bosch CYL-9
- Ирвин
- үлдэгч
- Макита
- "Бизон"
Эдгээр нь жад өрмийн хамгийн өндөр чанартай, хамгийн алдартай брэндүүд юм. Нэг өрмийн дундаж үнэ 150-200 рубль байна.
Том диаметртэй нүх
Мөн аль хэдийн тавьсан хавтангийн хувьд хоёр дахь асуулт бол гаралтын нүхийг суулгахын тулд хавтанг өрөмдөхөд ямар өрөмдлөг хийх явдал юм. Энд том нүх гаргах ажил аль хэдийн гарч ирж байгаа бөгөөд та үүнийг сайтар бодож үзэх хэрэгтэй.

Аз болоход бүх зүйл таны хувьд аль хэдийн бодсон бөгөөд зөвхөн зөвлөгөөг дагах л үлдлээ. Тиймээс, энэ тохиолдолд хавтанг өрөмдөх ямар өрмийн асуултын хариулт нь энгийн байдаг - энэ бол титэм юм.
Энэ нь нэмэлт алмаазан бүрээстэй хоолой хэлбэрийн өрөм юм. сайн сонголтцооног хийх ийм өрөмдлөгийн бүхэл бүтэн багцыг олж авах болно өөр диаметртэй.

Хэдийгээр ийм худалдан авалт байх болно гайхалтай шийдэл, гэхдээ энэ төрлийн дагалдах хэрэгсэл нь нэлээд үнэтэй гэдгийг тэмдэглэх нь зүйтэй. Хэдийгээр энэ нь хамгийн сайн үр дүнд хүрэхийн зэрэгцээ эрчим хүчийг ихээхэн хэмнэхэд тусалдаг.
Энэ төрлийн өрөмдлөгийн тусламжтайгаар та 15 сантиметр хүртэл нэлээд том нүх гаргаж болно. Энд бид бага зэрэг зогсоод, ийм төрлийн төхөөрөмжтэй ажиллахдаа дагаж мөрдөх ёстой хэд хэдэн дүрмийг анхаарч үзээрэй.
- Юуны өмнө та хамгийн бага хурдтай ажиллах хэрэгтэй. Энэ нь хавтанг хагарахаас хамгаалж, өрмийн зүсэх хэсгийг хурдан элэгдэлд оруулахаас сэргийлнэ.
- Хоёрдахь дүрэм бол өрөмдлөгийг тогтмол хөргөх хэрэгцээ бөгөөд үүнийг үе үе усанд буулгаж байхыг зөвлөж байна.
Мөн бид хамгийн өндөр чанартай брэндүүдийг санал болгож байна. алмаазан титэмхавтангийн хувьд: 
- Хатуу керамикийн алмаз Bosch 2608580304
- Хатуу керамикийн алмаз Bosch 2608580306
- Хатуу керамикийн алмаз Bosch 2608580302
Эдгээр титэмүүдийг нэг үйлдвэрлэгч, тухайлбал Bosch танилцуулдаг. Ийм өрмийн өртөг нь 1500-5000 рубль хооронд хэлбэлздэг.
Байрлуулаагүй хавтангийн өрмийн хошуу
Хоёрдахь сонголт бол цооног өрөмдөх шаардлагатай үед керамик хавтанцар, сарлагийн саваг бэлтгэх бэлтгэл болдог. Энд нүх гаргах хэрэгцээ нь ихэвчлэн хоёр тохиолдолд үүсдэг.
- Харилцаа холбооны систем, залгуур, бэхэлгээний нүхийг урьдчилан бэлтгэх.
- Хананд цухуйсан хоолой, холбооны систем байгаа тохиолдолд хавтанцар тавих. Тэднийг түр буулгах боломж байхгүй тохиолдолд.
Энд бас хэд хэдэн зүйлийг авч үзэх боломжтой өрмийн төрөл, эхний тохиолдолд том нүхэнд, хоёрдугаарт - жижиг нүхэнд. Гэхдээ хоёр дахь нөхцөл байдлын хувьд аль хэдийн тавьсан хавтангийн хувьд ижил төхөөрөмжүүдийг ашигладаг боловч илүү том диаметртэй бол арай өөр өрөмдлөгийг ашигладаг гэдгийг бид тэмдэглэж байна.
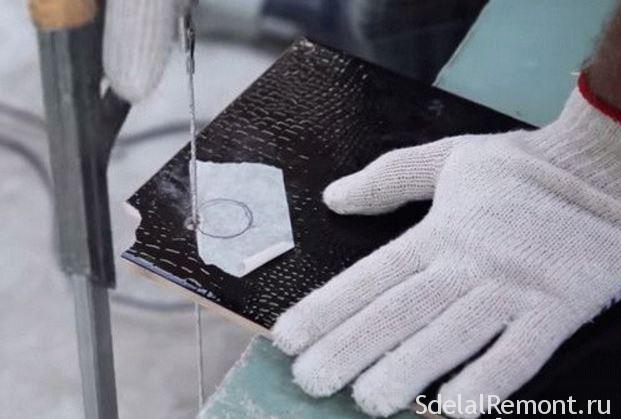
Энэ тохиолдолд үнэтэй тоног төхөөрөмж худалдан авах боломж байхгүй тохиолдолд тусгай төрлийн өрөмдлөг - "балерина" нь түүний хэрэглээг олдог.
Эхлэхийн тулд "балерина" гэж юу болохыг бага зэрэг олж мэдье. Загварын хувьд энэ нь маш энгийн бөгөөд луужинг санагдуулдаг. Үйлдлийн систем нь мөн адил юм. Зориулалтын нүхний төвд цэг байрлуулсан бөгөөд таслагч нь шаардлагатай зайд шилжинэ.
Таслагч нь өөрөө тусгай хатуу хайлшаар хийгдсэн байдаг, зарим нь илүү байдаг үнэтэй загваруудалмаазан бүрээстэй байна.

Энэ төрлийн төхөөрөмжийг ашиглах нь сайн давуу тал. Энэ нь нүхний диаметрийг тохируулах боломжоос бүрдэнэ. Ялангуяа энэ нь титэмтэй тохиолдолд хийх ёстой өөр өөр диаметртэй хэд хэдэн загварыг худалдан авахгүй байх боломжийг олгодог.
Та мөн хэд хэдэн сул талуудыг анзаарч болно:
- Юуны өмнө ажиллахад бэрхшээлтэй тул өрөмдлөгийг хавтанцар дээр хатуу перпендикуляр хийх ёстой бөгөөд энэ нь том нүхтэй ажиллахад маш хэцүү байдаг.
- Нэмж дурдахад өрөмдлөгийн дараа ирмэгийг нэмэлт сайжруулж, боловсруулах шаардлагатай байдаг, учир нь тэдгээр нь үргэлж төгс жигд болж чаддаггүй.
Үгүй бол бат бөх, хямд өртөгтэй, хамгийн чухал нь хавтангийн нүхийг хэрхэн яаж өрөмдөх вэ гэсэн асуултанд сайн хариулт өгөх зэрэг олон давуу талууд байсаар байна.
Ийм боловсруулалтанд зориулж хавтанцар бэлтгэх талаар бага зэрэг ярихад өрөмдлөг эхлэхээс өмнө 30-40 минутын турш усанд байлгах ёстой гэдгийг тэмдэглэх нь зүйтэй. Ажил нь өөрөө жижиг хувьсгалаар хийгддэг бөгөөд хавтанг хатуу барих ёстой. Үүнээс гадна энэ ажил нь маш их хог хаягдал, тоос үүсгэдэг тул бээлий, амьсгалын аппарат, нүдний шил хэрэглэх нь зүйтэй.
Керамик хавтанг өрөмдөх технологи
Одоо хэрэгсэл сонгох асуултад дүн шинжилгээ хийсний дараа та угаалгын өрөөнд плита хэрхэн өрөмдөх асуудлыг шийдэхэд шууд очиж болно. Ялангуяа бид ажлын технологийг шинжлэх болно.
Өрөмдлөгөөр плита өрөмдөх нь тийм ч хэцүү ажил биш боловч нэлээд шаргуу ажил юм. Энд хавтанг гэмтээхгүйн тулд хэд хэдэн дүрмийг баримтлах нь чухал юм. Тухайлбал:
- Ажлыг хайрцагны эргэлтийн бага хурдаар хатуу гүйцэтгэдэг.
- Өрөмдлөг хийхдээ багажийг хүчтэй дарж болохгүй, хавтанцар эвдрэхээс зайлсхийхийн тулд даралтыг хамгийн бага хэмжээнд хүртэл бууруулах нь дээр.
- Өрөмдлөгийн температурыг хянах шаардлагатай бөгөөд үүнийг халааж болохгүй. Үгүй бол өндөр температурын нөлөөн дор хавтанцар хагарах магадлалтай. Тиймээс үе үе усаар хөргөх шаардлагатай байдаг.
Одоо үндсэн дүрмийг авч үзсэний дараа бид хавтанг хэрхэн зөв өрөмдөх вэ гэсэн асуултанд дүн шинжилгээ хийх болно. Үүнийг алхам алхмаар зааварчилгааны хэлбэрээр хийцгээе.
Өрөмдлөг хийх ёстой хавтанцар өөрөө чухал үүрэг гүйцэтгэдэг. Ялангуяа түүний гадаргуу. Ихэнх тохиолдолд бүрхүүлтэй материалыг байранд ашигладаг. Үүний үндсэн дээр өрөм нь ихэвчлэн гулсаж, хөдөлдөг.
Энэ асуудлаас зайлсхийхийн тулд эхлээд үүнийг тодорхой засах шаардлагатай бөгөөд үүний тулд дараахь арга хэмжээг авна.

Өрөмдлөгийн гулсалттай холбоотой асуудлыг арилгасны дараа та процессыг өөрөө эхлүүлж болно.
- Бид өрөмдлөгийн төгсгөлийг хавтангийн гадаргуу дээр бага зэрэг дарж, өрөмдөж эхэлнэ.
- Бүх зүйл аль хэдийн дурьдсанчлан хамгийн бага хурдаар хийгддэг.
- Хавтанцарыг өрөмдсөний дараа та цаашдын ажилд авч болно ердийн өрөмэсвэл хананд нүх гаргах цоолбор.
- Ажил дууссаны дараа тэгш бус зүсэгдсэн нүхийг нунтаглах нь зүйтэй. Үүнийг хийхийн тулд та зүлгүүрээр зүссэн нимгэн өрөм авч болно.
Энэ процессыг дуусгана. Үүний зэрэгцээ, том нүх эсвэл жижиг нүхний хувьд хавтанг өрөмдөх нь хамаагүй. технологийн онцлогхоёр тохиолдолд таарна. Цорын ганц ялгаа нь өрөмдөхийн өмнө хавтанг өрөмдөхдөө найдвартай бэхлэх хэрэгцээ юм.

Видео: хавтанцар хэрхэн өрөмдөх талаар. 0974288408 Киев. Нүхний мастераас мастер анги
Хэрэв та зөв хэрэгсэл ашигладаг бол том нүх өрөмдөх нь асуудал биш юм. Жишээлбэл, ийм ажил нь суваг эсвэл аюулгүй байдлыг хангахад шаардлагатай байж болно металл булан. Хамгийн хялбар арга бол цахилгаан өрөм ашиглах боловч жишээлбэл, 15 мм-ийн диаметртэй нүх гаргахад маш их хүчин чармайлт шаардагдана. Металлын том диаметртэй нүхийг өрөмдөхийн тулд тусгай багаж хэрэгсэл, үндсэн өрөмдлөгийн технологийг ашигладаг.
Бүтээлийн онцлог
Өрөмдлөгийн явцад титэм эсвэл шаталсан конус хушуу нь үүссэн нүхнээс бага диаметртэй байхаар сонгох ёстой гэдгийг анхаарч үзэх хэрэгтэй.
Ашиглаж байна янз бүрийн хэрэгсэлмөн тэдгээрийн онцлогийг харгалзан үзэх шаардлагатай. Жишээлбэл, конус хэлбэрийн бүтээгдэхүүнээр зүсэх үед жигд ирмэгийг олж авдаг.
Өрөмдлөгийн хавсралт
Өрөмдлөгийн хэд хэдэн дагалдах хэрэгсэл байдаг бөгөөд үүнийг боловсруулахад хялбар болгож, том нүх гаргах боломжтой.
- Өрөмдлөгийн гарын авлага. Ийм төхөөрөмж нь янз бүрийн диаметртэй өрөмдлөгийн хэд хэдэн чиглүүлэгч бутнууд байдаг орон сууц юм. Бут хийх материал нь өрмийн хошуунаас илүү хатуу тул цооног өрөмдөх, өргөсгөх явцад багаж нь хажуу тийшээ хазайх вий гэж санаа зовох хэрэггүй болно.
- Өрөмдлөгийн хөтөч. Ийм бүтээгдэхүүн нь өрөмдлөгийн явцад хажуу тийшээ хазайхгүйн тулд багажийг засах боломжийг олгодог. Ийм бүтээгдэхүүн байхгүй тохиолдолд хэрэгсэл нь хажуу тийшээ хөдөлж болох бөгөөд энэ нь тэгш бус ирмэгийг бий болгоно. Үүнийг мөн өнцгөөр засах боломжтой. Гэхдээ өрөмдлөг хийх үед металл бүтээгдэхүүнЭнэ нь ихэвчлэн шаардлагагүй байдаг.
- Өрөмдлөгийн тавиур. Үүнтэй төстэй DIY бүтээгдэхүүн нь хямд төсөр орлуулалт байж болно өрөмдөгч машин, учир нь энэ нь танд ажлыг илүү тав тухтай гүйцэтгэх боломжийг олгодог. Суурин хэрэгсэл нь тавиурыг ашиглахдаа хөшүүргийн тусламжтайгаар баарны дагуу хөдөлдөг. Энэ тохиолдолд өрөмдөж буй ажлын хэсэг нь хавчаар байгаа тул найдвартай барьдаг тул шилжилтийг бүрэн хасна.
Эдгээр бүтээгдэхүүнийг ашигласнаар та металл бүтээгдэхүүнийг өрөмдөх үйл явцыг ихээхэн хөнгөвчлөх боломжтой.
Гүн нүхний онцлог
Металлын гүн цооног өрөмдөхийн тулд үүнийг ашиглах нь зүйтэй токарь. үед энэ үйл явцхөргөгчинд хадгалахаа мартуузай. Энэ тохиолдолд чипсийг хүчээр татах ёстой. Чипсийг арилгахын тулд багажийг ажлын хэсгээс үе үе зайлуулдаг.
Ажиллахгүйгээр ажиллах үед тусгай төхөөрөмжхушууг уртынхаа 2/3-аас илүүг живүүлж болохгүй. Ашиглалтын явцад усыг хөргөхөд ашиглах ёстой. Хэрэв ажил хэд хэдэн аргаар хийгдсэн бол өнцгийн өөрчлөлтийг зөвшөөрөхгүй.

Том диаметртэй нүхний онцлог
Энэ процедур нь гүн өрөмдлөгөөс илүү төвөгтэй байдаг. Зүсэх ажлыг титэм эсвэл конус өрөм ашиглан гүйцэтгэдэг. Металлын титэм нь бетон болон хуурай хананд зориулсан бүтээгдэхүүнтэй төстэй. Ялгаа нь зөвхөн зүсэлтийн ирмэгийг бий болгоход ашигласан материалд оршино.
Мөн стандарт бүтээгдэхүүнээр өрөмдлөгийг хэд хэдэн үе шаттайгаар хийж болно. Үүнийг хийхийн тулд эхлээд жижиг диаметртэй цорго ашиглана. Дараа нь илүү том хэрэгсэл сонгогдоно.
Ихэнх тохиромжтой аргаконусан өрмийн хэрэглээ юм. Ийм төхөөрөмжүүд нь том нүхийг нэг дор өрөмдөх боломжийг олгодог. Үүнийг хийхийн тулд багажийг зүгээр л материалд оруулдаг.

Асуудалгүй өрөмдөх
Ашиглалтын явцад та жижиг хэсгийн цорго, мөн нунтаглагчийн ашигласан нунтаглах дугуйг ашиглаж болно. Энэ нь үүссэн нүхнээс бага диаметртэй байх ёстой гэдгийг санах нь чухал юм.
Ажлын хэсэг дээр ажиллахын өмнө нүхэнд зориулж тойрог тэмдэглэсэн бөгөөд хоёр дахь тойрог нь ашигласан өрмийн диаметртэй тэнцүү зайд эхнийхээс бага байх болно. Үүний дараа тойргийн эсрэг талд 2 нүхийг тэмдэглэнэ. Тэдгээрээс 3 мм ухарч, өрөмдлөг хийх газруудыг тоймлох шаардлагатай. Тиймээс өрөмдлөг нь бүх зурсан тойргийн дагуу явагддаг. Шаардлагатай бол зарим хэсгийг цүүцээр боловсруулах шаардлагатай болно. Үүний үр дүнд налуу ирмэгүүд үүсэх бөгөөд дараа нь эргүүлэх шаардлагатай болно. Ажлын явцад тойргийн хэмжээ нэмэгдэхгүй байх, өөрөөр хэлбэл төлөвлөсөн диаметрийг өргөжүүлэхгүй байх нь чухал юм.
Конус өрөм
Тайлбарласан өрөмдлөгийн төрлүүд нь багажны гангаар хийгдсэн байдаг. Ийм бүтээгдэхүүний бариул нь зургаан өнцөгт ба цилиндр хэлбэртэй байж болно. захын ирмэгбүх хагарлыг арилгадаг тул ирмэг нь жигд байна. Өрөмдлөгийн толгойн төгсгөлд материалыг урьдчилан өрөмдөх боломжийг олгодог хурц үзүүртэй байдаг.
Эдгээр бүтээгдэхүүнийг ашигласнаар та:
- 30 мм хүртэл диаметртэй зүсэлт хийх;
- тэгш бус ирмэгийг мартах;
- хушууг өөрчлөхгүйгээр янз бүрийн диаметртэй өрөмдлөг хийх.

Баярлалаа шаттай дасгалууд 4 мм хүртэл зузаантай ган хуудсан дээр янз бүрийн диаметртэй зүсэлт хийх боломжтой. Энгийн конусан өрөмдлөгөөс ялгаатай нь ийм бүтээгдэхүүнийг ашиглахдаа өрөмдсөн диаметрийг тогтооно.
Сул талууд нь:
- бага хурдтай, өндөр эргэлттэй хэрэгсэл ашиглах хэрэгцээ;
- жижиг гажуудал хүртэл мэдрэмтгий байдал.
Гэсэн хэдий ч дутагдлыг харуулсан, энэ цорго нь танд тохиромжтой ажиллах боломжийг олгодог металл хавтан, хүссэн диаметртэй дугуйг хурдан өрөмдөх.
Металл титэм
Металл боловсруулах нь нарийн төвөгтэй үйл явцТиймээс ийм ажлыг ихэвчлэн тусгай тоног төхөөрөмж ашиглан гүйцэтгэдэг. Ажил хийх амьдралын нөхцөл, үндсэн өрөм ашиглаж болно.
Ийм бүтээгдэхүүн нь ирмэгийг дугуй, төвтэй болгох боломжийг олгодог. Энэ тохиолдолд өрөмдлөгийн хувьд стандарт өрөмдлөгийг ашигладаг. Бүтээгдэхүүн нь хэд хэдэн хэсгээс бүрдэнэ.
- титэм;
- төвлөрсөн цорго;
- бүтээгдэхүүний бариул;
- бэхлэхэд шаардлагатай шураг.

Цөм өрөм ашиглах үед ажлын хурд 10 дахин нэмэгддэг. Мөн давуу тал нь 1.2-15 см-ийн хооронд нарийвчлалтай өрөмдөх чадварыг багтаадаг.
Тиймээс өрөмдлөгийн үед төвлөрөл хийх шаардлагагүй. Ийм өрөм нь спираль өрөмдлөгтэй харьцуулахад элэгдэлд тэсвэртэй байдаг гэдгийг тэмдэглэх нь зүйтэй.
Ажил эхлэхийн өмнө тойргийн төвд төвийн өрөмдлөг суурилуулж, дараа нь өрөмдлөг хийдэг. Үүний дараа өрөмийг эргүүлж, ажлыг титэмээр гүйцэтгэдэг.
Нүх дарах
Хамгийн түгээмэл аргуудын нэг бол тусгай хэвлэлийн тусламжтайгаар цоолох явдал юм. Энэ нь дараах байдлаар тохиолддог.
- Нэгдүгээрт, ажлын хэсгийг хэвлэлийн ширээн дээр байрлуулж, хэд хэдэн хавчаараар барина.
- Дараа нь металыг цоолтуурын багажны доор шилжүүлнэ. Энэ үе шатанд хавчих цагирагны тусламжтайгаар материалыг нэмэлт бэхэлгээ хийдэг.
- Сүүлийн шатанд цоолтуурын тусламжтайгаар нэвтрэлт үүсдэг.
Револвер нь янз бүрийн диаметртэй хэд хэдэн хушуутай байж болох бөгөөд энэ нь янз бүрийн диаметртэй нүхийг хурдан үүсгэх боломжийг олгодог. Ийм төхөөрөмжийг ихэвчлэн ахуйн орчинд металлтай ажиллахад ашигладаггүй.
Хэрэв ажлыг гэртээ хийхээр төлөвлөж байгаа бол сонгох хэрэгтэй бүх нийтийн хэрэгсэл. Энэ нь нэмэлт эд анги худалдаж авах талаар санаа зовохгүйгээр металыг хялбархан боловсруулах боломжийг танд олгоно. Үзүүлсэн видео нь танд үйл явцын технологитой дэлгэрэнгүй танилцах болно.