अपने हाथों से ड्राइंग के लिए पेंटोग्राफ़। लकड़ी की नकल और मिलिंग मशीनें
अक्सर किसी ड्राइंग, ड्राइंग या डायग्राम को कई बार बड़ा करना (या छोटा करना) जरूरी होता है। उदाहरण के लिए, आपको पत्रिका में जलते हुए पैटर्न पसंद आए। लेकिन पत्रिका में वे आमतौर पर छोटे रूप में दिए जाते हैं, इसलिए आपको उन्हें मैन्युअल रूप से "सेल विधि" का उपयोग करके, या उपकरणों का उपयोग करके आवश्यक आकार में बड़ा करना होगा: एक एपिडायस्कोप, या एक पेंटोग्राफ (कॉपियर)।
पैंटोग्राफ (नाम दो ग्रीक शब्दों (पैंटोस) से आया है - सब कुछ और क्यूराफो - मैं लिखता हूं) - चित्रों, रेखाचित्रों, आरेखों को एक अलग (बढ़े या कम पैमाने पर) फिर से बनाने के लिए एक स्लाइडिंग आर्टिकुलेटेड समांतर चतुर्भुज के रूप में एक उपकरण। इस डिवाइस का मुख्य लाभ डिज़ाइन की सादगी और कॉपी की गई छवि की काफी उच्च "सटीकता" है। दुर्भाग्य से, पेंटोग्राफ को अभी तक शौकिया कलाकारों और सजावटी और व्यावहारिक कला के अन्य प्रशंसकों के बीच उचित मान्यता नहीं मिली है।
अब बिक्री पर व्यावसायिक रूप से उत्पादित पैंटोग्राफ (कॉपियर) ढूंढना बहुत मुश्किल है। इसके अलावा, ऐसे पेंटोग्राफ की रेंज अपेक्षाकृत छोटी होती है, और वे धातु से बने होते हैं, जो डिवाइस को पर्याप्त सुविधाजनक नहीं बनाता है। इसलिए भगवान ने स्वयं अपने लिए लंबे लकड़ी के शासकों के साथ एक पेंटोग्राफ (कॉपियर) बनाने का आदेश दिया।
पेंटोग्राफ पर्याप्त है उच्च गुणवत्ताकोई भी इसे अपने हाथों से बना सकता है, बशर्ते सभी हिस्सों के सटीक आयाम देखे जाएं।
.
डिज़ाइन घर का बना पेंटोग्राफ(कॉपियर), जिसे हम आपके ध्यान में लाना चाहते हैं, इसमें चार रूलर लीवर (तीन लंबे और एक छोटे) होते हैं, जिसमें कुल्हाड़ियों को सुरक्षित करने के लिए एक निश्चित क्रम में छेद किए जाते हैं। शासकों के छिद्रों में पीतल की झाड़ियाँ डाली जाती हैं।
पैंटोग्राफ़ तंत्र की कुल्हाड़ियाँ विभिन्न डिज़ाइन, दो केंद्रीय अक्ष एक सिर के साथ एक पिन हैं। लीड (कॉपियर) और ट्रैकिंग रॉड को जोड़ने के लिए कुल्हाड़ियों को कंपास के पैर में लीड को जकड़ने के लिए एक उपकरण की तरह बनाया गया है। ट्रैकिंग रॉड के रूप में प्लास्टिक टिप का उपयोग करने की सलाह दी जाती है। यह टिप मूल को खराब नहीं करती है और अच्छी ग्लाइड प्रदान करती है। एक धुरी (चरम) एक एड़ी के साथ जिस पर पेंटोग्राफ तंत्र टिकी हुई है, और अंत में, एक धुरी जो पूरे तंत्र को बेस बॉस तक सुरक्षित करती है।
सभी अक्षों के ऊपरी हिस्से में एक कुंडलाकार खांचा होता है, जो तार पिन-क्लैंप को सुरक्षित करने का काम करता है।
बॉस धातु है. तीन स्टिंग (ग्रामोफोन सुई) नीचे से बॉस में जड़े हुए हैं, जिससे ड्राइंग बोर्ड पर बेस को ठीक करना आसान हो जाता है।
रूलर सबसे अच्छे प्लास्टिक से बने होते हैं, उदाहरण के लिए, प्लेक्सीग्लास (प्लेक्सीग्लास), 5 मिमी मोटा। सबसे महत्वपूर्ण ऑपरेशन रूलर में छेद करना और छेद करना है, इसलिए इसे सावधानी से किया जाना चाहिए। विशेष ध्यान. छिद्रों की उच्च सटीकता और संरेखण सुनिश्चित करने के लिए, एक रूलर पर निशान बनाना, सभी रूलरों को एक बैग में रखना और एक चरण में चिह्नित रूलर के साथ सभी रूलरों में छेद करना पर्याप्त है। छेदों का व्यास ऐसा बनाने का प्रयास करें कि झाड़ियाँ उनमें कसकर फिट हो जाएँ, थोड़ी सी रुकावट के साथ।
चित्र में दिए गए आयामों के अनुसार झाड़ियों को पीतल से तैयार किया जाता है। 2. धुरियाँ - स्टील। एक्सल की लंबाई सीधे झाड़ी की लंबाई पर निर्भर करती है। तार पिन-क्लैंप को मोड़ें इस्पात तार 1.2-1.5 मिमी के व्यास के साथ।
बेस बॉस को 39 मिमी मोटे एल्यूमीनियम ब्लॉक से बनाया जा सकता है। बॉस के निचले हिस्से में, तीन सुइयों को ब्लाइंड होल में डालें (आप ग्रामोफोन का उपयोग कर सकते हैं), ताकि उनके बिंदु 2-3 मिमी तक फैल जाएं।
होममेड पेंटोग्राफ़ के लिए भागों की विशिष्टता
| पत्र पदनामविवरण | विवरण का नाम | मात्रा | मिमी में आयाम | ||
|---|---|---|---|---|---|
| लंबाई | चौड़ाई | मोटाई | |||
| ए | बड़ा शासक | 3 | 406 | 20 | 5 |
| बी | शासक छोटा | 1 | 220 | 20 | 5 |
| में | आधार (बॉस) | 1 | 60 | 40 | 30 |
| जी | झाड़ी | 12 | 8 | - | Ø8 |
| डी | फिक्सिंग अक्ष | 1 | - | - | - |
| इ | एड़ी के साथ धुरी का समर्थन | 1 | - | - | - |
| और | कॉपियर अक्ष (मूल) | 2 | - | - | - |
| जेड | मध्य अक्ष | 2 | - | - | - |
| और | पिन दबाना | 6 | - | - | 1,2-1,5 |
 जब सभी हिस्से तैयार हो जाएं, तो पेंटोग्राफ तंत्र को इकट्ठा करें। भागों को इकट्ठा और समायोजित करते समय, तंत्र के सभी लिंक की आवाजाही में आसानी सुनिश्चित करने का प्रयास करें, जिसके लिए उनकी रगड़ने वाली सतहों को थोड़ा चिकनाई दी जा सकती है।
जब सभी हिस्से तैयार हो जाएं, तो पेंटोग्राफ तंत्र को इकट्ठा करें। भागों को इकट्ठा और समायोजित करते समय, तंत्र के सभी लिंक की आवाजाही में आसानी सुनिश्चित करने का प्रयास करें, जिसके लिए उनकी रगड़ने वाली सतहों को थोड़ा चिकनाई दी जा सकती है।
अपने हाथों से होममेड पेंटोग्राफ बनाने का अंतिम चरण एक रूलर पर छेदों को चिह्नित करना है, जिसके अनुसार कॉपी के विस्तार (कमी) के पैमाने का चयन करना आसान होगा।
प्रयोगात्मक रूप से परिणामी आयामों के साथ चिह्नों के पत्राचार की जांच करना सुनिश्चित करें।
वे पैंटोग्राफ़ (कॉपियर) के साथ कैसे काम करते हैं?
 सबसे पहले पेंटोग्राफ के पोल (सुई) को टेबल पर एक निश्चित बिंदु से जोड़ा जाता है। जिस ड्राइंग से प्रतिलिपि बनाने की आवश्यकता होती है उसे वहां रखा जाता है जहां शिखर स्थित है, और ब्लेंक शीटकागज - पेंसिल के नीचे. इसके बाद, हम ड्राइंग की सभी रेखाओं पर पिन खींचते हैं, जबकि पेंसिल स्वचालित रूप से कागज पर एक बड़ा चित्र बनाती है। और यदि आपको चित्र को संक्षिप्त रूप में चित्रित करने की आवश्यकता है, तो आपको स्थानों पर एक पिन और एक पेंसिल का उपयोग करना होगा, जो कि यदि आपके पास आस्तीन है तो बिल्कुल भी मुश्किल नहीं है।
सबसे पहले पेंटोग्राफ के पोल (सुई) को टेबल पर एक निश्चित बिंदु से जोड़ा जाता है। जिस ड्राइंग से प्रतिलिपि बनाने की आवश्यकता होती है उसे वहां रखा जाता है जहां शिखर स्थित है, और ब्लेंक शीटकागज - पेंसिल के नीचे. इसके बाद, हम ड्राइंग की सभी रेखाओं पर पिन खींचते हैं, जबकि पेंसिल स्वचालित रूप से कागज पर एक बड़ा चित्र बनाती है। और यदि आपको चित्र को संक्षिप्त रूप में चित्रित करने की आवश्यकता है, तो आपको स्थानों पर एक पिन और एक पेंसिल का उपयोग करना होगा, जो कि यदि आपके पास आस्तीन है तो बिल्कुल भी मुश्किल नहीं है।
आमतौर पर, पेंटोग्राफ के साथ काम करते समय, कलाकार का हाथ पैटर्न की रेखाओं के साथ पिन का मार्गदर्शन करता है। इस मामले में, आपको पेंसिल के बगल वाले रूलर में एक वजन (नट, लेड प्लेट) लगाना होगा ताकि पेंसिल कागज पर दब जाए। लेकिन आप दूसरे तरीके से कॉपी कर सकते हैं. अर्थात्, अपने हाथ को पिन से नहीं, बल्कि पेंसिल से घुमाएँ, यह सुनिश्चित करते हुए कि मार्कर पैटर्न की रेखाओं के साथ सही ढंग से चलता है। इस मामले में, निश्चित रूप से, शासक पर भार की आवश्यकता नहीं है।
और कुछ और व्यावहारिक सुझाव.
यदि जिस मूल से प्रतिलिपि बनाई गई है उसमें बहुत अधिक सामग्री है बड़े आकारऔर एक समय में एक पिन के साथ इसकी सभी लाइनों को पार करना संभव नहीं है, बस सुई को एक नई जगह पर ले जाएं और काम करना जारी रखें।
जब आप किसी चित्र या रेखाचित्र को बड़ा करते हैं (या छोटा करते हैं), तो सीधी रेखाएँ और वृत्त आमतौर पर खराब गुणवत्ता के बन जाते हैं। इसलिए, आपको रूलर और कंपास का उपयोग करके ऐसे दोष को ठीक करना होगा।
यह ज्ञात है कि किसी प्रतिलिपि की काफी अच्छी सटीकता मूल को 2...3 गुना से अधिक बड़ा करके सुनिश्चित की जाती है। इसलिए, यदि आपको ड्राइंग को 4 बार बड़ा करने की आवश्यकता है, तो पहले मूल को 2 गुना बढ़ाना बेहतर है, और फिर परिणामी प्रतिलिपि को 2 गुना बढ़ाना बेहतर है।
उदाहरण के लिए, पेंटोग्राफ शासकों के आयामों को बदलना, उन्हें छोटा करना निषिद्ध नहीं है। इस मामले में, रूलर पर छिद्रों के स्थान की गणना करने की विधि समान रहती है, अर्थात रूलर के कार्यशील भाग की लंबाई को आवर्धन कारक से विभाजित करना होगा।
में आधुनिक दुनियाअक्सर किसी चीज़ की प्रतिलिपि बनाने या किसी चीज़ को पुन: पेश करने और दोहराने की आवश्यकता होती है। इस उद्देश्य के लिए, कई उद्यम व्यापक रूप से कॉपी-मिलिंग मशीनों का उपयोग करते हैं, जिन्हें ऐसे उत्पाद बनाने के लिए डिज़ाइन किया गया है जिनका आकार दिए गए मूल नमूने से सबसे अधिक मेल खाता है। वे प्रत्येक तत्व के प्रसंस्करण और विनिर्माण की उच्च गति सुनिश्चित करते हुए, बड़ी मात्रा में भागों का उत्पादन करना संभव बनाते हैं।
मिलिंग प्रक्रिया की विशेषताएं
मिलिंग सामान्य मशीनिंग विधियों में से एक है। स्टील, अलौह धातु, कच्चा लोहा और प्लास्टिक से बने वर्कपीस की आकार और सरल सतहों की मिलिंग, रफिंग, फिनिशिंग और सेमी-फिनिशिंग का उपयोग किया जाता है। मिलिंग की विशेषता है उच्च स्तरउत्पादकता, जो अंतिम परिणाम से सही ज्यामितीय आकार के उत्पाद प्राप्त करने की अनुमति देती है।
मिलिंग को दो तरीकों से किया जा सकता है: अप मिलिंग की प्रक्रिया (फ़ीड के विपरीत), जब फ़ीड कटर के घूमने की दिशा के विपरीत होती है, और डाउन मिलिंग (फ़ीड के साथ), जब कटर के घूमने की दिशा विपरीत होती है कटर और फ़ीड मेल खाते हैं। आधुनिक कटिंग सामग्री (खनिज सिरेमिक, सिंथेटिक सुपर-हार्ड) से सुसज्जित कटर का उपयोग करके, आप उन सामग्रियों को संसाधित कर सकते हैं जो उच्च कठोरता के लिए कठोर हैं, जिससे पीसने की प्रक्रिया बदल जाती है।

मिलिंग मशीनलीवर, स्ट्रिप्स, हाउसिंग, कवर और सरल कॉन्फ़िगरेशन के ब्रैकेट, आकृति के जटिल कॉन्फ़िगरेशन (जैसे टेम्पलेट्स, कैम), शरीर के हिस्सों की सतहों की मिलिंग के लिए अभिप्रेत है। मिलिंग मशीनों को दो मुख्य श्रेणियों में विभाजित किया गया है: मशीन टूल्स सामान्य उद्देश्यऔर विशेष उपकरण। पहले समूह में अनुदैर्ध्य मिलिंग, ब्रैकट, गैर-कैंटिलीवर और निरंतर मिलिंग मशीनें शामिल हैं। दूसरी श्रेणी में थ्रेड-मिलिंग, गियर-मिलिंग, स्लॉट-मिलिंग, की-मिलिंग और कॉपी-मिलिंग मशीनें शामिल हैं।
कॉपी मिलिंग मशीन का उद्देश्य
आमतौर पर प्रदर्शन के लिए कॉपी मिलिंग मशीनों का उपयोग किया जाता है नकल का कामविभिन्न आकार के प्रोफाइल, पैटर्न, आभूषण और शिलालेखों को उकेरने के लिए, साथ ही हल्के मिलिंग कार्य के लिए, वॉल्यूमेट्रिक मॉडल और संबंधित कॉपियर का उपयोग करके वॉल्यूम में और एक विमान पर। ऐसी इकाइयों का निर्विवाद लाभ यह है कि यह अपने दम पर प्रदर्शन करने में सक्षम हैं सरल उपकरणअविश्वसनीय रूप से जटिल पैटर्न.
मशीन बड़े और छोटे पैमाने पर उत्पादन में उच्च गति और कार्बाइड उपकरणों का उपयोग करके स्टील, कच्चा लोहा और अलौह धातुओं पर विभिन्न मिलिंग ऑपरेशन कर सकती है। ऐसी मशीनों का उपयोग जहाज प्रोपेलर, टर्बोजेट इंजन ब्लेड आदि के उत्पादन के लिए किया जाता है भाप टर्बाइन, हाइड्रोलिक टरबाइन इम्पेलर, कटिंग और फोर्जिंग डाई, प्रेस और कास्टिंग मोल्ड, विभिन्न कैम, स्टैम्प, मोल्ड, धातु मॉडलऔर रिक्त स्थान.

इस तरह के उपकरण का उपयोग हैंडल, ताले, कुंडी, धातु के कब्जे के लिए छेद करने के साथ-साथ प्लास्टिक पर किसी भी आकार के दर्पण और चैनल के लिए फ्रेम बनाने के लिए भी किया जाता है। एल्यूमीनियम प्रोफाइल, जैसा कि कॉपी-मिलिंग मशीनों के बारे में वीडियो में है। सार्वभौमिक मशीनों पर, ऐसे उत्पादों की प्रसंस्करण प्रक्रिया लगभग असंभव है।
एक कॉपी-मिलिंग मशीन का उद्देश्य एक टेम्पलेट के अनुसार कॉपीिंग तकनीक का उपयोग करके घुमावदार भागों को मिलिंग करना है जिससे भविष्य के उत्पाद का आकार कॉपी किया जाता है। टेम्प्लेट का उपयोग ऐसे जटिल ऑपरेशन के दौरान मानव कारक के प्रभाव को खत्म करना संभव बनाता है, और परिणामस्वरूप सभी तैयार भागों में समान आकार.
कई पूरी तरह से समान उत्पाद बनाने के लिए, आप न केवल एक टेम्पलेट का उपयोग कर सकते हैं, बल्कि पहले वाले के आधार पर सभी बाद के हिस्से भी बना सकते हैं। हालाँकि, सबसे सटीक पुनरावृत्ति के लिए, मशीन को पेंटोग्राफ नामक एक प्रतिलिपि उपकरण के साथ पूरक करने की अनुशंसा की जाती है। इसका डिज़ाइन अलग हो सकता है, लेकिन कार्य सभी मामलों में समान है - प्रोफ़ाइल के साथ कॉपी करने वाले सिर की गति को काटने वाले उपकरण तक अधिक सटीक रूप से संचारित करना।
कॉपी मिलिंग मशीन का डिज़ाइन
कॉपी-मिलिंग मशीन को कार्बाइड काटने वाले उपकरण - एक मिलिंग कटर का उपयोग करके उत्पादों के प्रोफाइल (प्लानर मिलिंग) या राहत (वॉल्यूमेट्रिक मिलिंग) के प्रसंस्करण के लिए डिज़ाइन किया गया है। कटर उत्पाद पर सेटिंग डिवाइस - कॉपियर की रूपरेखा या सतह को पुन: उत्पन्न करता है। मैनुअल कॉपी-मिलिंग मशीन के ड्राइविंग डिवाइस में एक ट्रैकिंग सिस्टम के साथ एक वायवीय, यांत्रिक या हाइड्रोलिक कनेक्शन होता है, जो काटने वाले उपकरण को निर्देशित करने के लिए जिम्मेदार होता है, एक तरफ एम्प्लीफाइंग डिवाइस पर कार्य करता है, और दूसरी तरफ कार्यकारी निकाय को प्रभावित करता है। .
एक फ्लैट टेम्पलेट, एक स्थानिक मॉडल, एक संदर्भ भाग, एक समोच्च रेखाचित्र एक कापियर के रूप में कार्य कर सकता है, और एक जांच, एक कॉपी रोलर या उंगली, या एक फोटोकेल एक कॉपी डिवाइस के रूप में काम कर सकता है। नकल के लिए नमूने धातु, प्लास्टिक या लकड़ी के बने हो सकते हैं। वर्कपीस और कॉपियर एक घूमने वाली मेज पर लगे होते हैं।

कार्यकारी निकाय एक स्पूल, एक स्क्रू, एक सोलनॉइड, एक विद्युत चुम्बकीय क्लच या एक अंतर हो सकता है। कॉपी-मिलिंग मशीनों के प्रवर्धन उपकरणों में विद्युत चुम्बकीय, हाइड्रोलिक या इलेक्ट्रो-ऑप्टिकल रिले का उपयोग किया जाता है। वर्कपीस की सतह का खुरदरापन और प्रोफ़ाइल की सटीकता ट्रैकिंग डिवाइस की गति की गति पर निर्भर करती है: खुरदरापन नंबर 6 और 0.02 मिलीमीटर की प्रोफ़ाइल सटीकता प्राप्त की जाती है। एक्चुएटर सर्किट एक पावर हाइड्रोलिक सिलेंडर और एक इलेक्ट्रिक मोटर द्वारा संचालित होता है।
एक निर्दिष्ट पैमाने पर नकल एक विशेष उपकरण का उपयोग करके की जाती है जिसे पेंटोग्राफ कहा जाता है। यदि आप रुचि रखते हैं कि घर पर स्वयं कॉपी-मिलिंग मशीन कैसे बनाई जाए, तो आप इसे इस उपकरण के साथ पूरक कर सकते हैं। पेंटोग्राफ में एक संरचनात्मक गाइड पिन होता है, जो एक अक्ष पर स्थित होता है और कॉपियर, एक रोटेशन अक्ष और एक टूल स्पिंडल के साथ चलता है। वर्कपीस पर उंगली के पैटर्न के साथ चलते समय, स्पिंडल एक ज्यामितीय रूप से समान आकृति का वर्णन करता है। और नकल का पैमाना पेंटोग्राफ़ भुजाओं के अनुपात से निर्धारित होता है।
कॉपी मिलिंग मशीनों के प्रकार
ड्राइव के प्रकार के आधार पर, निम्नलिखित मुख्य प्रकार की कॉपी-मिलिंग मशीनों को प्रतिष्ठित किया जाता है: एक पेंटोग्राफ के साथ, जिसे 2 और 3 आयामों में काम करने के लिए डिज़ाइन किया गया है; एक पेंटोग्राफ के साथ सार्वभौमिक उपकरण, जो एक ऊर्ध्वाधर विमान में घूमने वाली भुजा पर स्थित होता है; आयताकार और के साथ एकल और बहु-स्पिंडल इकाइयाँ गोल मेज़; यांत्रिक फ़ीड के साथ, विद्युत और हाइड्रॉलिक रूप से, साथ ही फोटोकॉपी भी।

समान मिलिंग और कॉपीिंग मशीनें कई प्रकार की होती हैं, जो संसाधित होने वाले वर्कपीस के स्वचालन और क्लैंपिंग के स्तर में भिन्न होती हैं:
- मैकेनिकल प्रोफाइल क्लैम्पिंग के साथ मैनुअल या डेस्कटॉप कॉपी-मिलिंग मशीन। इसकी मदद से आप ड्रिलिंग प्रक्रिया को अंजाम दे सकते हैं विभिन्न आकारटेम्पलेट के अनुसार, हालांकि, ट्रिपल होल के लिए आपको मशीन या ड्रिल पर तीन-स्पिंडल अटैचमेंट की आवश्यकता होगी।
- स्वचालित (स्थिर) मिलिंग नकल करने वाली मशीनवायवीय प्रोफ़ाइल क्लैंप के साथ। ऐसी मशीनें हैंडल स्थापित करने के लिए ट्रिपल छेद बनाने की अनुमति नहीं देती हैं और, एक नियम के रूप में, एल्यूमीनियम संरचनाओं के उत्पादन के लिए उपयोग की जाती हैं।
- वायवीय प्रोफ़ाइल क्लैम्पिंग और ट्रिपल छेद ड्रिलिंग के लिए 3-स्पिंडल अटैचमेंट के साथ स्वचालित (स्थिर) मिलिंग और कॉपीिंग मशीन।
कॉपी मिलिंग मशीन का संचालन सिद्धांत
कॉपी-मिलिंग मशीन पर उत्पादों का प्रसंस्करण एक मास्टर डिवाइस (कॉपियर) का उपयोग करके किया जाता है, जिसकी क्रिया, कॉपी डिवाइस के माध्यम से, एक विशेष काटने वाले उपकरण के वर्कपीस के सापेक्ष एक संबंधित आंदोलन का कारण बनती है। कॉपी करने वाले उपकरण के माध्यम से, कॉपियर एक्चुएटर्स पर कार्य करता है, जबकि वर्कपीस और कटर कॉपियर पर निर्दिष्ट सतह को सापेक्ष गति में फिर से बनाते हैं।
मुख्य गतिविधियाँ स्पिंडल का घूमना, टेबल की गति और समोच्च के साथ स्लाइड करना, और काटते समय स्पिंडल हेड की गति हैं। सहायक गतिविधियाँ - स्लाइड, स्पिंडल हेड और टेबल की गति का त्वरण, ट्रेसर टेबल की टेबल पर इंस्टॉलेशन मूवमेंट, स्टॉप, उंगली की प्रतिलिपि बनाना और स्पिंडल हेड की क्लैंपिंग।

एल्यूमीनियम के लिए कॉपी मिलिंग मशीनें 2 ट्रैकिंग योजनाओं के अनुसार काम करने में सक्षम हैं: क्रियाएं प्रतिक्रियाऔर सरल क्रिया. सरल-क्रिया योजना में कॉपी जांच और कटर एक-दूसरे से मजबूती से जुड़े हुए हैं, और कापियर के साथ जांच की गति कटर तक प्रेषित होती है। फीडबैक सर्किट में ट्रेस जांच का विक्षेपण कटर के सापेक्ष ट्रेस जांच की स्थिति में बेमेल का कारण बनता है।
इस तरह के बेमेल का परिणाम एक विशेष ट्रैकिंग सिस्टम को भेजा जाता है, जो टूल पथ को समायोजित करने के लिए एक्चुएटर को एक सिग्नल जारी करता है। इस मामले में, कटर और कापियर के बीच कोई कठोर संबंध नहीं होता है, और कापियर काटने के बल को नहीं समझता है, बल्कि केवल संबंधित सिग्नल को कार्यकारी निकायों तक पहुंचाता है।
कॉपी मिलिंग दो प्रकार की होती है - वॉल्यूमेट्रिक और कंटूर। समोच्च प्रतिलिपि बनाते समय, कापियर वक्र को एक ऐसे विमान में रखा जा सकता है जो कटर की धुरी के समानांतर या लंबवत होता है। पहले मामले में, एक कापियर और वर्कपीस वाली तालिका अनुदैर्ध्य दिशा में चलती है; कट-इन और कार्बन उंगली के ऊर्ध्वाधर आंदोलन के कारण वक्र में परिवर्तन का नियंत्रण पूरा होता है। दूसरे मामले में, कापियर और वर्कपीस वाली तालिका कापियर की घुमावदार रेखा के आकार के अनुसार अनुप्रस्थ और अनुदैर्ध्य दिशाओं में चलती है।

वॉल्यूमेट्रिक प्रतिलिपि के दौरान, वर्कपीस की जटिल स्थानिक सतह को कई समानांतर तालिका स्ट्रोक के माध्यम से क्रमिक रूप से एक कटर के साथ संसाधित किया जाता है, यानी, प्रत्येक कामकाजी स्ट्रोक के साथ समोच्च प्रतिलिपि बनाई जाती है। पास के अंत में, कटर को अनुप्रस्थ फ़ीड की मात्रा द्वारा लाइन के लंबवत वर्कपीस के सापेक्ष स्थानांतरित किया जाता है, फिर अगला कार्य स्ट्रोक होता है।
कॉपी मिलिंग मशीनें भी हैं प्रत्यक्ष कार्रवाई, जिसमें कटर जांच पैंटोग्राफ के माध्यम से गति संचारित करती है। ऐसी मशीनों का उपयोग मुख्य रूप से प्रकाश उत्कीर्णन और के लिए किया जाता है मिलिंग कार्य. पेंटोग्राफ का उपयोग करते समय, प्रतिलिपि बनाने के अलावा, कापियर के संबंध में वर्कपीस के पैमाने को कम करना संभव है। कापियर के साथ कॉपी जांच की गति, जो मशीन टेबल पर स्थापित होती है, स्पिंडल को प्रेषित होती है, जो वर्कपीस को संसाधित करते समय, कापियर के समान ज्यामितीय रूप से एक समोच्च का वर्णन करती है।
डू-इट-खुद कॉपी-मिलिंग मशीन
वर्तमान में, बाजार सबसे अधिक मिलिंग और कॉपी करने वाली मशीनें पेश करता है विभिन्न डिज़ाइनऔर कठिनाई का स्तर. हालाँकि, इसे खरीदना हमेशा संभव नहीं होता है, और कॉपी-मिलिंग मशीन की कीमत काफी अधिक होती है। इसलिए, हमारे सामने अक्सर यह सवाल आता है कि घर पर कॉपी-मिलिंग मशीन कैसे बनाई जाए।
बेशक, घरेलू मशीनें पूरी तरह से औद्योगिक मॉडलों के साथ प्रतिस्पर्धा नहीं कर सकती हैं, लेकिन वे अभी भी कार्यात्मक हैं और आपको उच्च गुणवत्ता वाली प्रतियां बनाने की अनुमति देती हैं। मैं तुरंत एक आरक्षण करना चाहूंगा कि नकल करने वाले उपकरण को औद्योगिक रूप से अनुकूलित किया जाना चाहिए मिलिंग उपकरणयह बहुत कठिन होगा, और यह, सबसे पहले, पूरे तंत्र के आमूल-चूल पुनर्निर्देशन से संबंधित है। इसलिए, होममेड कॉपी-मिलिंग मशीन को इकट्ठा करने का सबसे आसान तरीका व्यावहारिक रूप से "स्क्रैच से" एक रॉड सिस्टम और कटर के लिए क्लैंपिंग चक के साथ एक इलेक्ट्रिक मोटर का उपयोग करना है।
कॉपी-मिलिंग मशीनों के कई डिज़ाइन हो सकते हैं। विशिष्ट डिज़ाइनउपकरण इस प्रकार है: मशीन में संरचनात्मक रूप से एक कार्य तालिका, एक सहायक फ्रेम और एक मिलिंग हेड होता है। कामकाजी सतह को ऊंचाई में समायोजित किया जा सकता है, मिलिंग हेड एक इलेक्ट्रिक ड्राइव मोटर और दो-चरण ट्रांसमिशन तंत्र से सुसज्जित है जो मिलिंग शाफ्ट की दो गति प्रदान करता है।
कई गृहस्वामी शिकायत करते हैं कि किसी उत्पाद की नकल करते समय, परिणामी हिस्से में कई खामियां और विसंगतियां होती हैं जो कटर, कंपन और कंपकंपी की दिशा बदलने पर दिखाई देती हैं। सहायक संरचना. वर्कपीस की शिथिलता और वक्रता परेशानी को बढ़ा रही है, जो लकड़ी को हटाने के कारण आंतरिक तनाव में वृद्धि से जुड़ी है। होममेड कॉपी-मिलिंग मशीन बनाते समय सभी कमियों से बचना असंभव है। प्रतिलिपि मशीन को संकीर्ण-प्रोफ़ाइल बनाने की अनुशंसा की जाती है, न कि सार्वभौमिक।

एक घरेलू कॉपी-मिलिंग मशीन को आपके लिए आवश्यक विशिष्ट उत्पादों के उत्पादन के लिए अनुकूलित किया जाना चाहिए। उदाहरण के लिए, के लिए कुशल विनिर्माणबंदूक के लकड़ी के हिस्से और प्रोपेलर स्क्रू के लिए अलग-अलग आवश्यकता होती है तकनीकी समाधान, उन्हें एक मशीन में संयोजित नहीं किया जा सकता है, और ऐसे दुष्प्रभाव हो सकते हैं जिन्हें ठीक करना मुश्किल है। इस प्रकार, कुछ के लिए मशीनों को असेंबल करना अधिक व्यावहारिक है कुछ कार्य. यह दृष्टिकोण आपको कई लागतों और कठिनाइयों से बचा सकता है।
एक महत्वपूर्ण कारक मशीन का आकार है। आप जितना बड़ा उत्पाद संसाधित करने की योजना बना रहे हैं, डिज़ाइन उतना ही अधिक विशाल होना चाहिए। यह आवश्यक है कि कटर ड्राइव से प्रसारित कंपन मशीन की सहायक संरचना के वजन द्वारा अवशोषित हो। भार को गाइड अक्षों द्वारा समर्थित किया जाना चाहिए, जिसमें सुरक्षा मार्जिन भी होना चाहिए और झुकना नहीं चाहिए। कॉपी-मिलिंग मशीन को अपने हाथों से डिजाइन करते समय इष्टतम मापदंडों को प्रयोगात्मक रूप से चुना जाता है, इससे कटर का सुचारू संचालन सुनिश्चित होता है।

कॉपी-मिलिंग मशीन डिज़ाइन करते समय, यह निर्धारित करें कि आप किस प्रकार के भागों का उत्पादन करेंगे। उत्कीर्णन कार्य करने और लंबे उत्पादों की मिलिंग करने के लिए, एक अलग कार्य तालिका और उस पर एक टेम्पलेट के साथ वर्कपीस को सुरक्षित करने की एक विधि की आवश्यकता होती है। काटने के उपकरण के विभिन्न तलों में गति की स्वतंत्रता कार्य तालिका के प्रकार पर निर्भर करती है।
इलेक्ट्रिक मोटर की शक्ति, जो कटर को घुमाती है और एक होममेड कॉपी-मिलिंग मशीन पर स्थापित की जाती है, निर्मित होने वाले हिस्सों और उनकी सामग्री पर निर्भर करती है। उत्कीर्णन और मिलिंग के लिए लकड़ी के उत्पाद 150-200 वॉट की डीसी इलेक्ट्रिक मोटर पर्याप्त है।
एक सटीक प्रतिलिपि प्रक्रिया सुनिश्चित करने के लिए, आपको प्रतिलिपि जांच और डिवाइस को एक-दूसरे से मजबूती से कनेक्ट करना होगा, इसे सुरक्षित करना होगा काटने का उपकरण. इस मामले में, डेस्कटॉप के ऊपर उनकी ऊंचाई और तल पूरी तरह से मेल खाना चाहिए। बनाई गई कठोर संरचना को डेस्कटॉप के ऊपर इस तरह से स्थापित किया जाना चाहिए कि यह डेस्कटॉप के किनारों द्वारा पारंपरिक रूप से बनाई गई अक्षों के साथ ऊर्ध्वाधर और क्षैतिज विमानों में घूम सके।
अक्सर किसी ड्राइंग, ड्राइंग या डायग्राम को कई बार बड़ा करना (या छोटा करना) जरूरी होता है। उदाहरण के लिए, आपको पत्रिका में जलते हुए पैटर्न पसंद आए। लेकिन पत्रिका में वे आमतौर पर छोटे रूप में दिए जाते हैं, इसलिए आपको उन्हें मैन्युअल रूप से "सेल विधि" का उपयोग करके या उपकरणों का उपयोग करके आवश्यक आकार में बड़ा करना होगा: एक एपिस्कोप या एक पेंटोग्राफ।
के बारे में आत्म उत्पादनपंचांग में इस प्रकरण का वर्णन पहले ही किया जा चुका है। अब आइए पैंटोग्राफ को देखें।
पैंटोग्राफ (नाम दो ग्रीक शब्दों (पैंटोस) से आया है - सब कुछ और ग्राहो - मैं लिखता हूं) - ड्राइंग, रेखाचित्र, आरेख को दूसरे (बढ़े या कम पैमाने) में फिर से बनाने के लिए एक स्लाइडिंग आर्टिकुलेटेड समांतर चतुर्भुज के रूप में एक उपकरण। इस डिवाइस का मुख्य लाभ इसकी डिज़ाइन की सादगी और काफी उच्च गुणवत्ता है
कॉपी की गई छवि की "सटीकता" क्या है। दुर्भाग्य से, पेंटोग्राफ को अभी तक शौकिया कलाकारों और सजावटी और व्यावहारिक कला के अन्य प्रशंसकों के बीच उचित मान्यता नहीं मिली है।
अब बिक्री पर व्यावसायिक रूप से उत्पादित पैंटोग्राफ़ ढूंढना बहुत मुश्किल है। इसके अलावा, ऐसे पेंटोग्राफ के पिन अपेक्षाकृत छोटे होते हैं, और वे धातु से बने होते हैं, जो डिवाइस को पर्याप्त सुविधाजनक नहीं बनाते हैं। इसलिए भगवान ने स्वयं अपने लिए लंबे लकड़ी के शासकों के साथ एक पैंटोग्राफ बनाने का आदेश दिया।
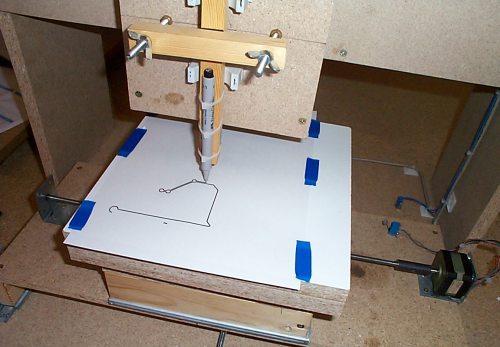
जैसा कि पहले ही उल्लेख किया गया है, पेंटोग्राफ में एक स्लाइडिंग समांतर चतुर्भुज का रूप होता है और इसमें चार लकड़ी के तख्ते (शासक) होते हैं, जिन्हें टिका का उपयोग करके एक साथ बांधा जाता है ताकि शासक एक अकॉर्डियन की तरह घूम सकें और अलग हो सकें (चित्र 1)। जैसा कि चित्र से देखा जा सकता है, पेंटोग्राफ सलाखों के सिरों पर एक सुई (पोल), एक निशान (पिन) और एक पेंसिल है। काम करते समय, सुई को मेज पर किसी बिंदु पर तय किया जाता है, निशान दिए गए समोच्च के साथ खींचा जाता है, और एक पेंसिल इस समोच्च की एक प्रति बनाती है, लेकिन एक दिए गए पैमाने पर।
सबसे पहले पेंटोग्राफ के लिए 630 मिमी लंबे, 15 मिमी चौड़े और 4 मिमी मोटे चार रूलर बनाना आवश्यक है। ऐसे पिनों को पतली स्लैट्स से काटना बेहतर है, लेकिन इन्हें प्लाईवुड से भी काटा जा सकता है। सभी रूलरों पर, सबसे पहले काम करने वाले भाग को चिह्नित किया जाता है, जिसके लिए पिनों के सिरों से 15 मिमी अलग रखे जाते हैं। इस प्रकार, निशानों के बीच 600 मिमी की दूरी होगी, जो रूलर का कार्यशील भाग होगा। हम रूलर के कामकाजी हिस्से की शुरुआत को अक्षर H से और अंत को अक्षर K से निरूपित करेंगे। बेशक, हम कामकाजी हिस्से की शुरुआत और अंत को मनमाने ढंग से चुनते हैं।
इसके बाद, हम प्रत्येक रूलर के कामकाजी हिस्से पर छेदों के केंद्रों को चिह्नित करेंगे जिनकी हमें पेंटोग्राफ को एक या दूसरे आवर्धन पर समायोजित करते समय आवश्यकता होगी। आइए मान लें कि अपने काम के लिए हमें मूल को 1.25 तक बढ़ाना होगा; 1.5; 2; 3; 4; 5; 6 और 7 बार. और, उदाहरण के लिए, 1.25 के आवर्धन कारक के साथ एक छेद का केंद्र प्राप्त करने के लिए, आपको कार्यशील भाग की लंबाई को 1.25 से विभाजित करना होगा और परिणामी आकार को एक शासक पर रखना होगा, बिंदु एच को संदर्भ बिंदु के रूप में लेना होगा , वांछित छेद का केंद्र कार्य भाग की शुरुआत से 480 मिमी की दूरी पर होगा। उसी प्रकार, बिंदु H से, हम मूल को 1.25 तक बढ़ाने के लिए छिद्रों के केंद्रों की दूरी निर्धारित करते हैं; 2; 3 बार और इसी तरह (चित्र 2)। शासकों पर केंद्रों की स्थिति को चिह्नित करने के बाद, प्रत्येक चिह्न पर हम एक संख्या लिखते हैं जो ड्राइंग के आवर्धन की डिग्री के अनुरूप होगी।

परिणामी चिह्नों का उपयोग करते हुए, हम शासकों को जोड़ने वाले बोल्ट के लिए शासकों में छेद ड्रिल करते हैं। एम3 या एम4 धागे वाले बोल्ट तदनुसार इन उद्देश्यों के लिए सबसे उपयुक्त हैं, उनके लिए 3 या 4 मिमी व्यास वाले छेद की आवश्यकता होती है। लेकिन हम बिंदु H और K पर 5.6 मिमी के व्यास के साथ बाहरी छेद बनाते हैं, यानी, एक छोटे-कैलिबर राइफल से गोले का व्यास, जिसका उपयोग हम उन्हें एक सुई, एक निशान और एक पेंसिल संलग्न करने के लिए करेंगे। इसके बाद, पिन का उपयोग करके, हम शासकों को जोड़े में टिकाते हैं, एक पिन के अंत को दूसरे की शुरुआत के साथ संरेखित करते हैं (छवि 3, ए), जिसके बाद हम आस्तीन के खुले सिरों को भड़काते हैं। जो कुछ बचा है वह आवर्धन कारक का चयन करना और शासकों के जोड़े को जोड़ना है, आवश्यक सूचकांक के साथ छेद में बोल्ट स्थापित करना है। इस प्रकार, चित्र में दिखाया गया पेंटोग्राफ। 3, बी, मूल को 4 गुना बड़ा करने के लिए तैयार है।

बिंदु P (चित्र 3, b) पर एक पेंटोग्राफ पोल (सुई) है, बिंदु O (वह बिंदु जहां शासकों की जोड़ी टिका है) पर एक मार्कर है, बिंदु P पर एक पेंसिल है। यदि शासकों के सिरे आस्तीन का उपयोग करके जुड़े हुए थे, तो पैंटोग्राफ में एक सुई, एक निशान और एक पेंसिल जोड़ना बहुत सरल है। सुई को स्थापित करने के लिए, आपको उपयुक्त आस्तीन में एक छड़ी (लकड़ी का प्लग) को कसकर डालना होगा, और फिर एक मोटी सुई के एक टुकड़े को कुंद अंत के साथ केंद्र में हथौड़ा देना होगा। लेकिन आप सुई के इस टुकड़े को आस्तीन में पिघला हुआ टिन या सीसा डालकर ठीक कर सकते हैं।
एक नुकीली छड़ी मार्कर के रूप में उपयुक्त है; इसे वांछित आस्तीन में सुरक्षित करना बिल्कुल भी मुश्किल नहीं है। छड़ी का सिरा आस्तीन से लगभग 1 सेमी तक फैला होना चाहिए। यदि आस्तीन के बजाय एक लंबे बोल्ट का उपयोग किया जाता है, तो इसे सिर के साथ ऊपर की ओर उन्मुख किया जाता है, एक नट के साथ सुरक्षित किया जाता है, और अंत को एक फ़ाइल के साथ तेज किया जाता है। आस्तीन में पेंसिल लगाना भी कोई समस्या नहीं है।
हम एक बार फिर इस बात पर जोर देते हैं कि पेंटोग्राफ बनाते समय, छेदों का सटीक अंकन आवश्यक है, साथ ही रूलर में छेद के व्यास का बोल्ट के व्यास के साथ पूर्ण अनुपालन आवश्यक है। केवल तभी एक पेंटोग्राफ का उपयोग बहुत जटिल डिजाइनों की नकल करते समय भी पर्याप्त सटीकता प्राप्त करने के लिए किया जा सकता है।
वे पेंटोग्राफ के साथ कैसे काम करते हैं? सबसे पहले पेंटोग्राफ के पोल (सुई) को टेबल पर एक निश्चित बिंदु से जोड़ा जाता है। जिस चित्र की आप प्रतिलिपि बनाना चाहते हैं उसे उस स्थान पर रखा गया है जहाँ शिखर स्थित है, और कागज की एक खाली शीट पेंसिल के नीचे है। इसके बाद, हम ड्राइंग की सभी रेखाओं पर पिन खींचते हैं, जबकि पेंसिल स्वचालित रूप से कागज पर एक बड़ा चित्र बनाती है। और यदि आपको चित्र को संक्षिप्त रूप में चित्रित करने की आवश्यकता है, तो आपको स्थानों पर एक पिन और एक पेंसिल का उपयोग करना होगा, जो कि यदि आपके पास आस्तीन है तो बिल्कुल भी मुश्किल नहीं है।
आमतौर पर, पेंटोग्राफ के साथ काम करते समय, कलाकार का हाथ पैटर्न की रेखाओं के साथ पिन का मार्गदर्शन करता है। इस मामले में, आपको पेंसिल के बगल वाले रूलर में एक वजन (नट, लेड प्लेट) लगाना होगा ताकि पेंसिल कागज पर दब जाए। लेकिन आप दूसरे तरीके से कॉपी कर सकते हैं. अर्थात्, अपने हाथ को पिन से नहीं, बल्कि पेंसिल से घुमाएँ, यह सुनिश्चित करते हुए कि मार्कर पैटर्न की रेखाओं के साथ सही ढंग से चलता है। इस मामले में, निश्चित रूप से, शासक पर भार की आवश्यकता नहीं है। और कुछ और व्यावहारिक सुझाव.
यदि मूल, जिससे प्रतिलिपि बनाई जा रही है, बहुत बड़ा है और एक समय में पिन के साथ इसकी सभी पंक्तियों को पार करना संभव नहीं है, तो बस सुई को एक नई जगह पर ले जाएं और काम करना जारी रखें।
जब आप किसी चित्र या रेखाचित्र को बड़ा करते हैं (या छोटा करते हैं), तो सीधी रेखाएँ और वृत्त आमतौर पर खराब गुणवत्ता के बन जाते हैं। इसलिए, आपको रूलर और कंपास का उपयोग करके ऐसे दोष को ठीक करना होगा।
यह ज्ञात है कि प्रतिलिपि की काफी अच्छी सटीकता मूल को 2…3 गुना से अधिक बड़ा करके सुनिश्चित की जाती है। इसलिए, यदि आपको ड्राइंग को 4 बार बड़ा करने की आवश्यकता है, तो पहले मूल को 2 गुना बढ़ाना बेहतर है, और फिर परिणामी प्रतिलिपि को 2 गुना बढ़ाना बेहतर है।
उदाहरण के लिए, पेंटोग्राफ शासकों के आयामों को बदलना, उन्हें छोटा करना निषिद्ध नहीं है। इस मामले में, वह स्थान जहां रूलर पर छेदों की स्थिति की गणना की जाती है, वही रहता है, अर्थात रूलर के कार्यशील भाग की लंबाई को आवर्धन कारक से विभाजित करना होगा।
एन. मोरोज़ोव, डू इट योरसेल्फ मैगज़ीन नंबर 6-98। सामग्री
उत्पादन और घर दोनों में, अक्सर ऐसे हिस्से का उत्पादन करने की आवश्यकता होती है जिसका आकार और आयाम पूरी तरह से मूल नमूने के समान हो। उद्यमों में, इस समस्या को कॉपी-मिलिंग मशीन जैसे उपकरण का उपयोग करके हल किया जाता है, जो आपको बड़ी श्रृंखला में मूल भाग की प्रतियां तैयार करने की अनुमति देता है, भिन्न होता है उच्च गति, साथ ही प्रदर्शन किए गए प्रसंस्करण की गुणवत्ता भी।
मिलिंग प्रक्रिया क्या है?
कॉपी-मिलिंग मशीन और मिलिंग समूह के किसी भी अन्य उपकरण को लगभग किसी पर भी पाया जा सकता है औद्योगिक उद्यम. यह इस तथ्य से समझाया गया है कि मिलिंग ऑपरेशन मशीनिंग करने के लिए उपयोग की जाने वाली सबसे आम विधियों में से एक है। यह तकनीक आपको लौह और अलौह धातुओं से बने सरल और आकार के वर्कपीस के साथ और लकड़ी और प्लास्टिक पर काम करने के लिए रफिंग, अर्ध-परिष्करण और परिष्करण कार्यों की एक विस्तृत श्रृंखला करने की अनुमति देती है। आधुनिक पर मिलिंग उपकरणयहां तक कि सबसे जटिल आकृतियों के हिस्सों को भी उच्च परिशुद्धता और उत्पादकता के साथ संसाधित किया जाता है।
मिलिंग के दो मुख्य प्रकार हैं: काउंटर (उपकरण का फ़ीड और घुमाव अलग-अलग दिशाओं में होता है) और डाउन मिलिंग (उपकरण फ़ीड के समान दिशा में घूमता है)। मिलिंग करने वाले औजारों का काटने वाला भाग किसका बना होता है? विभिन्न सामग्रियां, जो न केवल लकड़ी पर सफलतापूर्वक काम करना संभव बनाता है, बल्कि सबसे अधिक प्रसंस्करण (पीसने सहित) भी करना संभव बनाता है कठोर धातुएँऔर मिश्र धातु, कृत्रिम और प्राकृतिक पत्थर।
मिलिंग उपकरण को दो प्रकारों में विभाजित किया गया है: सामान्य प्रयोजन और विशेष, जिसमें एक कॉपी-मिलिंग मशीन शामिल है।
कॉपी-मिलिंग उपकरण की क्षमताएं
कॉपी करने वाली मशीन, जो मिलिंग समूह से संबंधित है, को फ्लैट और त्रि-आयामी भागों के साथ कॉपी और मिलिंग कार्य के लिए डिज़ाइन किया गया है। इसके अलावा, इस तरह के उपकरण का उपयोग आकार की प्रोफाइलों को उकेरने, उत्पादों पर शिलालेख और पैटर्न (यहां तक कि उच्च जटिलता के भी) लगाने और प्रकाश डालने के लिए किया जा सकता है। मिलिंग कार्यलकड़ी और अन्य सामग्रियों पर.

विभिन्न सामग्रियों से बने भागों को काटने वाले उपकरणों का उपयोग करके, कच्चे लोहे से बने भागों को कॉपी मिलिंग मशीनों पर संसाधित किया जाता है, विभिन्न किस्मेंइस्पात और अलौह धातुएँ। छोटे और बड़े बैचों में भागों के उत्पादन के लिए ऐसे उपकरण टर्बोजेट इंजन और भाप टरबाइन के लिए सफलतापूर्वक ब्लेड का उत्पादन करते हैं, प्रोपलर्सजहाजों के लिए, कटिंग और फोर्जिंग डाई, हाइड्रोलिक टरबाइन के लिए इम्पेलर, दबाने और ढलाई के लिए सांचे, संपीड़न सांचे, आदि।
एक कॉपी-मिलिंग मशीन तकनीकी संचालन करती है जो सार्वभौमिक उपकरणों के लिए व्यावहारिक रूप से दुर्गम है। ऐसी मशीन का संचालन सिद्धांत प्रतिलिपि विधि पर आधारित है, जिसके लिए एक विशेष टेम्पलेट का उपयोग किया जाता है। टेम्प्लेट का उपयोग सबसे जटिल भागों को संसाधित करते समय मानवीय कारक को समाप्त कर देता है, जिसके कारण सभी तैयार उत्पादों का आकार और ज्यामितीय आयाम समान होते हैं। सुविधाजनक रूप से, एक टेम्पलेट का उपयोग भागों के एक बड़े बैच का सटीक रूप से निर्माण करने के लिए किया जा सकता है जो एक दूसरे के पूरी तरह से समान होंगे।
टेम्प्लेट के आकार और आयामों को यथासंभव सटीक रूप से कॉपी करने के लिए, एक कॉपी-मिलिंग मशीन पर एक कॉपियर (राउटर के लिए पेंटोग्राफ) स्थापित किया जाता है। इस तरह के उपकरण का उद्देश्य कॉपी हेड से कटिंग टूल तक सभी गतिविधियों को सटीक रूप से स्थानांतरित करना है।
कॉपी मिलिंग मशीन कैसे काम करती है?
जैसा कि ऊपर बताया गया है, कॉपी-मिलिंग मशीनों का उपयोग प्लेनर (प्रोफाइल का प्रसंस्करण) और वॉल्यूमेट्रिक (राहत का प्रसंस्करण) मिलिंग के लिए किया जाता है। वे एक कामकाजी उपकरण के रूप में कटर का उपयोग करते हैं, जो किसी हिस्से की समोच्च या वॉल्यूमेट्रिक सतह को संसाधित करते समय, कापियर की गतिविधियों को दोहराते हैं। मैनुअल मशीनों में काम करने वाले तत्व और ट्रैकिंग सिस्टम के बीच कनेक्शन यांत्रिक, वायवीय या हाइड्रोलिक तत्वों द्वारा सुनिश्चित किया जाता है जो कापियर से कॉपी-मिलिंग मशीन के काम करने वाले तत्व तक प्रेषित बल उत्पन्न करने के लिए आवश्यक होते हैं।
ऐसी मशीनों पर टेम्प्लेट एक सपाट समोच्च या स्थानिक मॉडल, एक मानक भाग या समोच्च चित्र होता है, और वह तत्व जो टेम्प्लेट के आकार और आयामों को पढ़ता है वह एक प्रतिलिपि बनाने वाली उंगली या रोलर, एक विशेष जांच या एक फोटोकेल है। टेम्प्लेट बनाने के लिए आप एल्यूमीनियम शीट या अन्य धातु, प्लास्टिक या लकड़ी की शीट का उपयोग कर सकते हैं। टेम्प्लेट और वर्कपीस मशीन की घूमने वाली कार्य तालिका पर स्थित हैं।

कॉपी-मिलिंग उपकरण का कार्य निकाय इसी की बदौलत गति में आता है संरचनात्मक तत्व, जैसे स्क्रू, स्पूल वाल्व, सोलनॉइड, डिफरेंशियल या चुंबकीय क्लच। कॉपी-मिलिंग मशीनों के प्रवर्धन उपकरणों में स्थापित रिले विद्युत चुम्बकीय, हाइड्रोलिक या इलेक्ट्रो-ऑप्टिकल हो सकते हैं।
वर्कपीस की गुणवत्ता (सतह खुरदरापन, आकार और आकार की सटीकता) ट्रैकिंग डिवाइस की गति की गति जैसे पैरामीटर पर निर्भर करती है। इस मामले में, तैयार उत्पाद की निम्नलिखित विशेषताएं प्राप्त की जा सकती हैं: खुरदरापन - नंबर 6, प्रोफ़ाइल सटीकता - 0.02 मिमी। ऐसे उपकरणों के कार्यकारी सर्किट के मुख्य तत्व हैं विद्युत इंजनऔर हाइड्रोलिक सिलेंडर.

कॉपी-मिलिंग उपकरण पर स्थापित एक पेंटोग्राफ किसी दिए गए पैमाने पर नकल सुनिश्चित करता है। पेंटोग्राफ संरचना में एक गाइड पिन, इसकी धुरी, एक टूल स्पिंडल और रोटेशन की एक अलग धुरी होती है। स्पिंडल और गाइड पिन एक ही रेल पर स्थित होते हैं, जिनकी भुजाओं का अनुपात नकल के पैमाने को निर्धारित करता है।
टेम्पलेट के समोच्च के साथ चलते हुए, उंगली रैक को गति में सेट करती है, जो एक अक्ष पर स्वतंत्र रूप से घूमती है। तदनुसार, रैक के दूसरी तरफ, मशीन स्पिंडल वर्कपीस को संसाधित करते हुए समान गति करता है। डू-इट-खुद कॉपी-मिलिंग मशीनों पर, ऐसा उपकरण भी अतिश्योक्तिपूर्ण नहीं होगा, इसकी उपस्थिति उपकरण की कार्यक्षमता को काफी बढ़ा देती है;
कॉपी-मिलिंग मशीनों के प्रकार
कॉपी-मिलिंग मशीन के उपकरण में ड्राइव शामिल हो सकते हैं विभिन्न प्रकार के. इस पैरामीटर के आधार पर, निम्नलिखित को प्रतिष्ठित किया गया है:
- पेंटोग्राफ वाले उपकरण (2-3 आयामों में भागों के प्रसंस्करण के लिए उपयुक्त);
- एक ऊर्ध्वाधर विमान में घूमने वाले रोटरी रैक पर लगे कॉपियर वाले उपकरण;
- सिंगल और मल्टी-स्पिंडल मशीनों से सुसज्जित रोटरी टेबलगोल या आयत आकार;
- मशीनें, जिन पर फ़ीड यांत्रिक, विद्युत, हाइड्रोलिक उपकरणों द्वारा सुनिश्चित की जाती है;
- फोटोकॉपी उपकरण.
एक घरेलू कॉपी मशीन इनमें से किसी भी प्रकार की हो सकती है (कॉपी करने और पीसने की मशीन सहित)। आपको बस इंटरनेट पर चित्र ढूंढने और घटकों का चयन करने की आवश्यकता है।

स्वचालन की डिग्री और वर्कपीस को ठीक करने की विधि के अनुसार, कॉपी-मिलिंग मशीनों की निम्नलिखित श्रेणियां प्रतिष्ठित हैं:
- मैनुअल या टेबलटॉप, जिस पर वर्कपीस तय किया गया है यंत्रवत्(इन उपकरणों पर आप टेम्पलेट के अनुसार विभिन्न आकृतियों के छेद ड्रिल कर सकते हैं);
- स्थिर प्रकार के स्वचालित उपकरण, जिन वर्कपीस पर वायवीय क्लैंप का उपयोग करके तय किया जाता है (ऐसी मशीनें एल्यूमीनियम के साथ काम करती हैं);
- वायवीय क्लैंप के साथ स्थिर प्रकार के स्वचालित उपकरण, जिस पर तीन-स्पिंडल हेड स्थापित होता है (इन कॉपी-मिलिंग मशीनों पर, ट्रिपल छेद एक साथ ड्रिल किए जाते हैं, जो पिछले दो प्रकार की इकाइयों के उत्पादन की अनुमति नहीं देता है)।
कॉपी मिलिंग मशीन कैसे काम करती है?
जैसा कि ऊपर बताया गया है, कॉपी-मिलिंग मशीन पर वर्कपीस को एक मास्टर डिवाइस - एक कॉपियर का उपयोग करके संसाधित किया जाता है। टेम्प्लेट के समोच्च या सतह के साथ कापियर की सभी गतिविधियों को एक विशेष (कॉपी करने वाले) उपकरण के माध्यम से मशीन के कामकाजी सिर तक प्रेषित किया जाता है जिसमें कटर तय होता है। इस प्रकार, काटने का उपकरण राउटर को सुसज्जित करने के लिए उपयोग किए जाने वाले कॉपियर द्वारा किए गए सभी आंदोलनों को बिल्कुल दोहराता है।

किसी भाग के प्रसंस्करण के दौरान कॉपी-मिलिंग मशीन के तत्वों की गतिविधियों को मुख्य (वर्कपीस सामग्री में उपकरण को काटते समय धुरी का घूर्णन और गति, कार्य तालिका और स्लाइड के समोच्च के साथ गति) और सहायक में विभाजित किया गया है। (त्वरित मोड में स्पिंडल हेड, स्लाइड और टेबल की गति, साथ ही ट्रेसर टेबल, कॉपी करने वाली उंगली, स्टॉप और स्पिंडल हेड को सुरक्षित करने वाले क्लैंप द्वारा की गई इंस्टॉलेशन गतिविधियां)।
एल्यूमीनियम पर काम करने वाली कॉपी मिलिंग मशीनों में, दो ट्रैकिंग योजनाएं लागू की जा सकती हैं: सरल कार्रवाई और फीडबैक कार्रवाई। प्रत्यक्ष कार्रवाई योजना को लागू करते समय, मशीन का कामकाजी निकाय इस तथ्य के कारण गति करता है कि यह कापियर से मजबूती से जुड़ा हुआ है। रिवर्स एक्शन स्कीम इस तरह के कनेक्शन के लिए प्रदान नहीं करती है और कापियर से काम करने वाले तत्व तक की गतिविधियों को सीधे नहीं, बल्कि एक ट्रैकिंग सिस्टम के माध्यम से प्रसारित किया जाता है।
जैसा कि ऊपर उल्लेख किया गया है, समोच्च और वॉल्यूमेट्रिक मिलिंग कॉपी मिलिंग मशीनों पर की जाती है। पर समोच्च मिलिंगकापियर की गतिविधियां उपकरण की धुरी के समानांतर या लंबवत समतल में होती हैं। पहले मामले में, उपकरण कार्य तालिका की गति केवल अनुदैर्ध्य हो सकती है, और कटर और कॉपी करने वाली उंगली लंबवत चलती है। दूसरे मामले में, तालिका अनुदैर्ध्य और अनुप्रस्थ दोनों तरह से चलती है। पर वॉल्यूमेट्रिक मिलिंगभाग को चरणों में संसाधित किया जाता है - समानांतर विमानों में किए गए टेबल और टूल के कई आंदोलनों के लिए धन्यवाद।
प्रत्यक्ष कार्रवाई योजना को पेंटोग्राफ के माध्यम से भी लागू किया जा सकता है, जो आपको आकार को कम करने की अनुमति देता है तैयार उत्पादप्रयुक्त टेम्पलेट के आकार (स्केल) के सापेक्ष। अक्सर, ऐसा अतिरिक्त उपकरण, जिसे स्वयं बनाना आसान होता है, उत्कीर्णन और हल्के मिलिंग कार्य के लिए उपयोग की जाने वाली मशीनों पर स्थापित किया जाता है।

स्व-निर्मित मशीन का एक और रूपांतर
अपने हाथों से कॉपी मिलिंग मशीन कैसे बनाएं
कई घरेलू कारीगर अपनी कार्यशाला को सुसज्जित करने के लिए कॉपी-मिलिंग मशीन खरीदना चाहेंगे, लेकिन ऐसे उपकरण की लागत काफी अधिक है। इस बीच, यदि आपकी इच्छा है, और बहुत अधिक समय, प्रयास और वित्तीय संसाधन खर्च किए बिना, आप अपने हाथों से ऐसे उपकरण बना सकते हैं।
स्वाभाविक रूप से, घरेलू कॉपी-मिलिंग उपकरण की तुलना शक्ति, विश्वसनीयता और कार्यक्षमता के मामले में पेशेवर लोगों से नहीं की जा सकती है, लेकिन ऐसी मशीनें उच्च गुणवत्ता वाली प्रतियां भी बना सकती हैं, लकड़ी के साथ काम कर सकती हैं और अन्य सामग्रियों से वर्कपीस की प्रक्रिया कर सकती हैं। बहुत से लोग किसी मौजूदा प्रतिलिपि उपकरण को किसी मौजूदा उपकरण से जोड़ने का प्रयास करते हैं, लेकिन यह अव्यावहारिक है, क्योंकि इसके लिए लगभग पूरी मशीन को फिर से करने की आवश्यकता होगी। जैसा कि अभ्यास से पता चलता है, इसके लिए उपयुक्त घटकों का चयन करते हुए, अपनी होममेड कॉपी-मिलिंग मशीन को खरोंच से इकट्ठा करना बेहतर है।
नीचे दी गई तस्वीर एक उदाहरण दिखाती है घर का बना मशीनएक वीडियो अनुपूरक के साथ. मशीन का निर्माता अंग्रेजी में कहानी सुनाता है, लेकिन सिद्धांत रूप में अनुवाद के बिना भी सब कुछ बिल्कुल स्पष्ट है।

अपने हाथों से कॉपी-मिलिंग डिवाइस बनाने का सबसे आसान तरीका है मानक योजना, जिसमें एक सहायक संरचना शामिल है - फ्रेम, डेस्कटॉप और मिलिंग हेड. काम करने वाले उपकरण के रोटेशन को सुनिश्चित करने के लिए ड्राइव एक इलेक्ट्रिक मोटर है जो दो-चरण तंत्र के माध्यम से गति को प्रसारित करती है, जिससे दो गति प्राप्त की जा सकती है। इसका डेस्कटॉप घर का बना उपकरणऊंचाई में समायोजित किया जा सकता है।
उनमें से कई जिन्होंने अपने हाथों से कॉपी-मिलिंग मशीन बनाई है, ध्यान दें कि ऑपरेटिंग मोड बदलते समय, ऐसे उपकरण बहुत सारी कमियां दिखाना शुरू कर देते हैं। इन कमियों में सबसे आम हैं मशीन के फ्रेम का कंपन, वर्कपीस की वक्रता और उसका विक्षेपण, खराब गुणवत्ता वाली नकल, आदि। ऐसी समस्याओं से बचने के लिए, कॉपी-मिलिंग डिवाइस को अत्यधिक विशिष्ट बनाना और तुरंत इसे कॉन्फ़िगर करना सबसे अच्छा है एक ही प्रकार के वर्कपीस को संसाधित करें। यह इस तथ्य से समझाया गया है कि ऑपरेटिंग मोड बदलते समय सार्वभौमिक उपकरणों में उत्पन्न होने वाली सभी कमियों को ध्यान में रखना लगभग असंभव है।
पेंटोग्राफ एक ऐसा उपकरण है जिसकी मदद से आप किसी योजना या मानचित्र, रेखांकन या चित्रण आदि को बड़ी सटीकता के साथ और वांछित पैमाने पर दोबारा बना सकते हैं (चित्र 1)।
ऐसा होममेड पेंटोग्राफ कई व्यवसायों के विशेषज्ञों - आर्किटेक्ट, कलाकार, इंजीनियर, आविष्कारक, इनोवेटर्स - के लिए रुचिकर है।
पेंटोग्राफ एक समांतर चतुर्भुज तंत्र के सिद्धांत का उपयोग करता है, जो तंत्र के दो बिंदुओं के लिए एक कठोरता से तय सिरे के साथ बिल्कुल समान गति करना संभव बनाता है। चयनित कंधे के आकार के आधार पर, छवि स्केल भिन्न हो सकता है और वांछित दिशा में बदल सकता है। पैमाना निश्चित है और संबंधित डिजिटल चिह्नों के साथ अंकों के अनुसार निर्धारित किया गया है।
पेंटोग्राफ कैसे बनाएं - अपने हाथों से घर का बना पेंटोग्राफ
कोई भी अपने हाथों से पर्याप्त उच्च गुणवत्ता का पेंटोग्राफ बना सकता है, बशर्ते कि सभी भागों के सटीक आयाम देखे जाएं (चित्र 2)।
होममेड पेंटोग्राफ का डिज़ाइन, जिसे हम आपके ध्यान में लाना चाहते हैं, में चार लीवर-रूलर (तीन लंबे और एक छोटे) होते हैं, जिसमें कुल्हाड़ियों को सुरक्षित करने के लिए एक निश्चित क्रम में छेद ड्रिल किए जाते हैं। शासकों के छिद्रों में पीतल की झाड़ियाँ डाली जाती हैं।
पेंटोग्राफ़ तंत्र की कुल्हाड़ियाँ अलग-अलग डिज़ाइन की होती हैं; दो केंद्रीय कुल्हाड़ियाँ एक टोपी के साथ एक पिन होती हैं। लीड (कॉपियर) और ट्रैकिंग रॉड को जोड़ने के लिए कुल्हाड़ियों को कंपास के पैर में लीड को जकड़ने के लिए एक उपकरण की तरह बनाया गया है। ट्रैकिंग रॉड के रूप में प्लास्टिक टिप का उपयोग करने की सलाह दी जाती है। यह टिप मूल को खराब नहीं करती है और अच्छी ग्लाइड प्रदान करती है। एक धुरी (चरम) एक एड़ी के साथ जिस पर पेंटोग्राफ तंत्र टिकी हुई है, और अंत में, एक धुरी जो पूरे तंत्र को बेस बॉस तक सुरक्षित करती है।
सभी अक्षों के ऊपरी हिस्से में एक कुंडलाकार खांचा होता है, जो तार पिन-क्लैंप को सुरक्षित करने का काम करता है।
बॉस धातु है. तीन स्टिंग (ग्रामोफोन सुई) नीचे से बॉस में जड़े हुए हैं, जिससे ड्राइंग बोर्ड पर बेस को ठीक करना आसान हो जाता है।
रूलर सबसे अच्छे प्लास्टिक से बने होते हैं, उदाहरण के लिए, प्लेक्सीग्लास (प्लेक्सीग्लास), 5 मिमी मोटा। सबसे महत्वपूर्ण ऑपरेशन रूलर में छेद करना और ड्रिलिंग करना है, इसलिए इस पर विशेष ध्यान दिया जाना चाहिए। छिद्रों की उच्च सटीकता और संरेखण सुनिश्चित करने के लिए, एक रूलर पर निशान बनाना, सभी रूलरों को एक बैग में रखना और एक चरण में चिह्नित रूलर के साथ सभी रूलरों में छेद करना पर्याप्त है। छेदों का व्यास ऐसा बनाने का प्रयास करें कि झाड़ियाँ उनमें कसकर फिट हो जाएँ, थोड़ी सी रुकावट के साथ।
चित्र में दिए गए आयामों के अनुसार झाड़ियों को पीतल से तैयार किया जाता है। 2. धुरियाँ - स्टील। एक्सल की लंबाई सीधे झाड़ी की लंबाई पर निर्भर करती है। 1.2-1.5 मिमी के व्यास के साथ स्टील के तार से बने तार पिन-क्लैंप को मोड़ें।
बेस बॉस को 39 मिमी मोटे एल्यूमीनियम ब्लॉक से बनाया जा सकता है। बॉस के निचले हिस्से में, तीन सुइयों को ब्लाइंड होल में डालें (आप ग्रामोफोन का उपयोग कर सकते हैं), ताकि उनके बिंदु 2-3 मिमी तक फैल जाएं।
होममेड पेंटोग्राफ़ के लिए भागों की विशिष्टता
| भाग पत्र पदनाम | विवरण का नाम | मात्रा | मिमी में आयाम | ||
|---|---|---|---|---|---|
| लंबाई | चौड़ाई | मोटाई | |||
| ए | बड़ा शासक | 3 | 406 | 20 | 5 |
| बी | शासक छोटा | 1 | 220 | 20 | 5 |
| में | आधार (बॉस) | 1 | 60 | 40 | 30 |
| जी | झाड़ी | 12 | 8 | - | Ø8 |
| डी | फिक्सिंग अक्ष | 1 | - | - | - |
| इ | एड़ी के साथ धुरी का समर्थन | 1 | - | - | - |
| और | कॉपियर अक्ष (मूल) | 2 | - | - | - |
| जेड | मध्य अक्ष | 2 | - | - | - |
| और | पिन दबाना | 6 | - | - | 1,2-1,5 |
जब सभी हिस्से तैयार हो जाएं, तो तंत्र को इकट्ठा करें। भागों को इकट्ठा और समायोजित करते समय, तंत्र के सभी लिंक की आवाजाही में आसानी सुनिश्चित करने का प्रयास करें, जिसके लिए उनकी रगड़ने वाली सतहों को थोड़ा चिकनाई दी जा सकती है।
अपने हाथों से होममेड पेंटोग्राफ बनाने का अंतिम चरण एक रूलर पर छेदों को चिह्नित करना है, जिसके अनुसार कॉपी के विस्तार (कमी) के पैमाने का चयन करना आसान होगा।
प्रयोगात्मक रूप से परिणामी आयामों के साथ चिह्नों के पत्राचार की जांच करना सुनिश्चित करें।