Пантограф для рисования своими руками. Копировально-фрезерные станки по дереву
Довольно часто требуется увеличить (или уменьшить) в несколько раз какой-либо рисунок, чертеж или схему. Например, в журнале вам понравились узоры для выжигания. Но в журнале они обычно даются в уменьшенном виде, так что приходится их увеличивать до нужных размеров самостоятельно либо вручную «методом клеток», либо с помощью приборов: эпидиаскопа, или пантографа (копира).
Пантограф (название происходит от двух греческих слов (pantos) – все и qrapho – пишу) – прибор в виде раздвижного шарнирного параллелограмма для перерисовки рисунков, чертежей, схем в другом (увеличенном или уменьшенном масштабе). Основными достоинствами этого прибора являются простота конструкции и достаточно высокая «точность» скопированного изображения. К сожалению, пантограф пока не нашел еще должного признания у самодеятельных художников и других рукастых почитателей декоративно-прикладного искусства.
В продаже сейчас отыскать пантографы (копиры) промышленного производства очень трудно. К тому же линейки таких пантографов относительно малы, причем они изготовлены из металла, что не делает прибор достаточно удобным. Так что сам Бог велел сделать для себя пантограф (копир) с деревянными длинными линейками.
Пантограф достаточно высокого качества может сделать своими руками каждый желающий, при условии соблюдения точных размеров всех деталей.
.
Конструкция самодельного пантографа (копира), которую мы хотим предложить вашему вниманию, состоит из четырех рычагов-линеек (трех длинных и одного короткого), в которых в определенном порядке просверлены отверстия для закрепления осей. В отверстия линеек вставлены латунные втулочки.
Оси механизма пантографа различной конструкции, две центральные оси представляют собой шпильку со шляпкой. Оси для крепления грифеля (копира) и следящего стержня сделаны наподобие устройства для зажима грифеля в ножке циркуля. В качестве следящего стержня желательно использовать пластмассовый наконечник. Такой наконечник не портит оригинала и обеспечивает хорошую мягкость скольжения. Одна ось (крайняя) с пяточкой, на которую опирается механизм пантографа, и, наконец, ось, закрепляющая весь механизм на бобышке-основании.
Все оси имеют в верхней части кольцевую проточку, служащую для закрепления проволочной шпильки-зажима.
Бобышка - металлическая. Снизу в бобышку вделаны три жала (патефонные иголки), позволяющие легко фиксировать основание на чертежной доске.
Линейки лучше всего делать пластмассовыми, например, из оргстекла (плексигласа) , толщиной 5 мм. Наиболее ответственной операцией является разметка и сверление отверстий в линейках, поэтому к ней нужно отнестись с особым вниманием. Чтобы обеспечить высокую точность и соосность отверстий, достаточно произвести разметку на одной линейке, сложить все линейки в пакет и просверлить по размеченной линейке отверстия во всех линейках за один прием. Диаметр отверстий старайтесь делать таким, чтобы втулочки входили в них плотно, с небольшим натягом.
Втулки вытачиваются из латуни по размерам, данным на рис. 2. Оси - стальные. Длина осей находится в прямой зависимости от длины втулки. Проволочные шпильки-зажимы согните из стальной проволоки диаметром 1,2-1,5 мм.
Бобышку-основание можно сделать из алюминиевого блока толщиной 39 мм. В нижней пласти бобышки в глухие отверстия заделайте кернением три иголки (можно от патефона), так, чтобы их острие выходило на 2-3 мм.
Спецификация деталей самодельного пантографа
| Буквенное обозначение детали | Наименование детали | Количество | Размеры в мм | ||
|---|---|---|---|---|---|
| Длина | Ширина | Толщина | |||
| А | Линейка большая | 3 | 406 | 20 | 5 |
| Б | Линейка малая | 1 | 220 | 20 | 5 |
| В | Основание (бобышка) | 1 | 60 | 40 | 30 |
| Г | Втулочка | 12 | 8 | - | Ø8 |
| Д | Ось фиксирующая | 1 | - | - | - |
| Е | Ось-опора с пяткой | 1 | - | - | - |
| Ж | Ось копира (оригинала) | 2 | - | - | - |
| З | Ось средняя | 2 | - | - | - |
| И | Шпилька-зажим | 6 | - | - | 1,2-1,5 |
 Когда все детали будут готовы, соберите механизм пантографа. При сборке и подгонке деталей старайтесь добиться легкости движения всех звеньев механизма, для чего их трущиеся поверхности можно слегка смазать.
Когда все детали будут готовы, соберите механизм пантографа. При сборке и подгонке деталей старайтесь добиться легкости движения всех звеньев механизма, для чего их трущиеся поверхности можно слегка смазать.
Заключительной операцией изготовления самодельного пантографа своими руками является маркировка отверстий на линейке, согласно которой легко будет выбрать масштаб увеличения (уменьшения) копии.
Соответствие маркировки с получающимися размерами обязательно проверьте опытным путем.
Как же работают с пантографом (копиром)?
 Прежде всего на столе крепят в какой-то точке полюс (иглу) пантографа. Рисунок, с которого требуется снимать копию, располагают там, где находится шпиль, а чистый лист бумаги – под карандашом. Далее шпиль проводим по всем линиям рисунка, при этом карандаш автоматически вычерчивает увеличенный рисунок на бумаге. А если надо изобразить рисунок в уменьшенном виде, придется применять местами шпиль и карандаш, что при наличии гильз совсем нетрудно.
Прежде всего на столе крепят в какой-то точке полюс (иглу) пантографа. Рисунок, с которого требуется снимать копию, располагают там, где находится шпиль, а чистый лист бумаги – под карандашом. Далее шпиль проводим по всем линиям рисунка, при этом карандаш автоматически вычерчивает увеличенный рисунок на бумаге. А если надо изобразить рисунок в уменьшенном виде, придется применять местами шпиль и карандаш, что при наличии гильз совсем нетрудно.
Обычно при работе с пантографом рука рисующего ведет шпиль по линиям узора. В таком случае на линейке рядом с карандашом придется укрепить груз (гайку, свинцовую пластинку), чтобы карандаш прижимался к бумаге. Но можно вести копирование и по-другому. А именно, вести рукой не шпиль, а карандаш, следя при этом за правильным ходом отметчика по линиям узора. В этом случае груз на линейке, понятно, не понадобится.
И еще несколько практических советов.
Если оригинал, с которого снимается копия, имеет слишком большие размеры и пройтись шпилем по всем его линиям за один раз не удается, просто переставьте иглу на новое место и продолжайте работу.
При увеличении (или уменьшении) рисунка или чертежа прямые линии и окружности обычно получаются некачественными. Поэтому придется исправить подобный брак с помощью линейки и циркуля.
Известно, что достаточно хорошая точность копии обеспечивается при увеличении оригинала не более, чем в 2...3 раза. Поэтому при необходимости увеличить рисунок в 4 раза лучше сначала укрупнить оригинал в 2 раза, а затем уже полученную копию снова увеличить в 2 раза.
Размеры линеек пантографа не возбраняется изменить, сделав меньше, например. В этом случае метод расчета мест положения отверстий на линейках остается прежним, то есть длину рабочей части линейки придется делить на коэффициент увеличения.
В современном мире зачастую возникает необходимость создания копии чего-то или воспроизведения и повторения чего-либо. Для этой цели на многих предприятиях широко используются копировально-фрезерные станки, которые предназначаются для создания изделий, форма которых в наибольшей степени соответствует заданному исходному образцу. Они позволяют производить детали большими тиражами, при этом обеспечивая высокую скорость обработки и изготовления каждого элемента.
Особенности процедуры фрезерования
Фрезерование - это один из распространенных методов механической обработки. С помощью фрезерования проводят черновую, чистовую и получистовую обработку фасонной и простой поверхности заготовок из стали, цветного металла, чугуна и пластмасс. Фрезерование характеризуется высоким уровнем производительности, что позволяет в конечном результате получать изделия правильной геометрической формы.
Фрезерование может осуществляться двумя способами: процедура встречного фрезерования (против подачи), когда подача противоположна направлению вращения фрезы, и фрезерование попутное (по подаче), когда совпадают направления вращения фрезы и подачи. Используя фрезы, которые оснащены современными режущими материалами (минераллкерамикой, синтетическими сверхтвердыми), вы можете обрабатывать материалы, что закалены до высокой твердости, заменяя этим самым процедуру шлифования.

Фрезерные станки предназначаются для фрезерования поверхностей рычагов, планок, корпусов, крышек и кронштейнов простой конфигурации, сложной конфигурации контуров (типа шаблонов, кулачков), поверхностей корпусных деталей. Фрезерные станки разделяются на две основные категории: станки общего назначения и аппараты специализированные. К первой группе относятся станки продольно-фрезерные, консольные, бесконсольные и непрерывного фрезерования. Во вторую категорию входят станки резьбофрезерные, зубофрезерные, шлицефрезерные, шпоночно-фрезерные и копировально-фрезерные.
Предназначение копировально-фрезерного станка
Копировально-фрезерные станки принято использовать для выполнения копировальных работ по объему и на плоскости, а также по объему с применением объемных моделей и соответствующих копиров, для гравирования разных фасонных профилей, узоров, орнаментов и надписей, а также для легкой фрезерной работы. Бесспорный плюс подобных агрегатов в том, что он способен выполнять при собственном простом устройстве невероятно сложные узоры.
На станке можно совершать различные фрезерные работы по стали, чугуну и цветным металлам с помощью быстрорежущего и твердосплавного инструмента в условиях крупно- и мелкосерийного производства. На подобных станках изготовляются гребневые винты судов, лопатки турбореактивных двигателей и паровых турбин, рабочие колеса гидротурбин, вырубные и ковочные штампы, прессовые и литейные формы, разные кулачки, штампы, пресс-формы, металлические модели и заготовки.

Такое оборудование используется также для сверления отверстий под рукоятки, замки, шпингалеты, металлические петли, а также выполнение рамок для зеркал и каналов любого размера на пластиковых и алюминиевых профилях, как на видео о копировально-фрезерных станках. На универсальных станках процедура обработки подобных изделий является практически невозможной.
Копировально-фрезерный станок предназначается для фрезерования криволинейных деталей методикой копирования по шаблону, с которого копируется форма будущего изделия. Использование шаблонов позволяет исключить при такой сложнейшей операции влияние человеческого фактора, и все готовые детали как следствие имеют одинаковую форму.
Для изготовления нескольких полностью идентичных изделий можно не только использовать единый шаблон, но и все последующие детали изготовить по образцу первой. Однако для самого точного повторения рекомендуется дополнить станок копирующим устройством, которое называется пантографом. Его конструкция бывает различной, но функция одна во всех случаях - точнее передать вдоль профиля движение копирующей головки режущему устройству.
Конструкция копировально-фрезерного станка
Копировально-фрезерный станок предназначен для обработки профилей (фрезерование плоскостное) или рельефов (фрезерование объёмное) изделий с помощью режущего твердосплавного инструмента — фрезы. Фреза воспроизводит на изделии контур или поверхность задающего устройства — копира. Задающее устройство ручного копировально-фрезерного станка имеет пневматическую, механическую или гидравлическую связь с системой слежения, которая отвечает за направление режущего инструмента, с одной стороны действуя на усилительное устройство, а с другой оказывая воздействие на исполнительный орган.
В качестве копира может выступать плоский шаблон, пространственная модель, эталонная деталь, контурный чертеж, а копировальным устройством служит щуп, копировальный ролик или палец, фотоэлемент. Образцы для копирования могут быть изготовлены из металла, пластмассы или древесины. Обрабатываемая деталь и копир закреплены на вращающемся столе.

Исполнительным органом может выступать золотник, винт, соленоид, электромагнитная муфта, дифференциал. В усилительных устройствах копировально-фрезерных станков используют электромагнитные, гидравлические или электрооптические реле. Шероховатость поверхности заготовки и точность профиля находятся в зависимости от скорости передвижения следящего устройства: достигается шероховатость №6 и точность профиля 0,02 миллиметра. Привод исполнительной цепи совершается от силового гидроцилиндра и электродвигателя.
Копирование в установленном масштабе проводится при помощи специального устройства под названием пантограф. Если вас интересует, как в домашних условиях сделать самому копировально-фрезерный станок, то можете его дополнить этим устройством. Пантограф имеет конструктивно направляющий палец, который расположен на оси и перемещается по копиру, ось вращения и инструментальный шпиндель. При перемещении по копиру пальца на заготовке шпиндель описывает геометрически подобную фигуру. А масштаб копирования определяется пропорциями плеч пантографа.
Виды копировально-фрезерных станков
По виду привода различают такие основные типы копировально-фрезерных станков: с пантографом, что предназначен для работы в 2 и 3 измерениях; универсальные аппараты с пантографом, который расположен на поворотном рукаве в вертикальной плоскости; одно- и многошпиндельные агрегаты с прямоугольным и круглым столом; с механической подачей, электро- и гидрофицированные, а также фотокопировальные.

Выделяют несколько видов подобных фрезерно-копировальных станков, которые различаются по уровню автоматизации и прижиму обрабатываемой заготовки:
- Ручной или настольный копировально-фрезерный станок с механическим прижимом профиля. При его помощи можно производить процедуру рассверловки отверстий различной формы по шаблону, однако для тройных отверстий потребуется трехшпиндильная насадка на станок или дрель.
- Автоматический (стационарный) фрезерно-копировальный станок с пневматическим прижимом профиля. Такие станки также не позволяют проделать тройные отверстия для установки ручек и, как правило, используются для производства алюминиевых конструкций.
- Автоматический (стационарный) фрезерно-копировальный станок с пневматическим прижимом профиля и 3-шпиндельной насадкой для проведения рассверловки тройных отверстий.
Принцип работы копировально-фрезерного станка
Обработку изделий на копировально-фрезерном станке проводят по задающему устройству (копиру), действие которого вызывает через копировальное устройство соответствующее перемещение относительно заготовки специального режущего инструмента. Через копировальное устройство копир воздействует на исполнительные органы, при этом заготовка и фреза воссоздают в относительном движении поверхность, которая задана на копире.
Главными движениями являются вращение шпинделя, перемещение стола и салазок по контуру, движение шпиндельной головки при врезании. Вспомогательные движения — ускорение перемещения салазок, шпиндельной головки и стола, установочные перемещения на столе трейсерного столика, упоров, копировального пальца и зажим шпиндельной головки.

Копировально-фрезерные станки по алюминию способны работать по 2 схемам слежения: действия с обратной связью и простого действия. Копировальный щуп и фреза в схеме простого действия между собой жестко связаны, и фрезе передается перемещение щупа по копиру. Отклонение копировального щупа в схеме с обратной связью вызывает рассогласование в положении копировального щупа относительно фрезы.
Результат подобного рассогласования поступает в специальную следящую систему, которая исполнительному устройству выдает сигнал на корректировку траектории движения инструмента. Жесткой связи фрезы и копира в этом случае нет, и копир силы резания не воспринимает, а только передает исполнительным органам соответственный сигнал.
Существует две разновидности копировального фрезерования — объемное и контурное. Кривая копира при контурном копировании может размещаться в плоскости, что параллельна или перпендикулярна оси фрезы. Стол в первом случае с копиром и заготовкой перемещается в продольном направлении, контроль изменения кривой совершается благодаря вертикальному перемещению врезы и копирного пальца. Стол с копиром и заготовкой во втором случае перемещается в поперечном и продольном направлении соответственно форме кривой линии копира.

Сложная пространственная поверхность заготовки при объемном копировании обрабатывается фрезой последовательно, посредством нескольких параллельных ходов стола, то есть контурное копирование выполняется при каждом рабочем ходе. В конце прохода фреза смещается относительно заготовки перпендикулярно строке на величину поперечной подачи, затем происходит следующий рабочий ход.
Также существуют копировально-фрезерные станки прямого действия, в которых щуп фрезе передает движение через пантограф. Подобные станки в основном используют для легких гравировальных и фрезерных работ. При использовании пантографа можно проводить, кроме копирования, уменьшение масштаба заготовок по отношению к копиру. Перемещение копировального щупа по копиру, который установлен на столе станка, передается шпинделю, что при обработке заготовки описывает контур, подобный геометрически копиру.
Копировально-фрезерный станок своими руками
В настоящее время на рынке представлены фрезерно-копировальные станки самой разной конструкции и уровня сложности. Однако купить таковой не всегда возможно, да и цена копировально-фрезерного станка достаточно велика. Поэтому часто перед нами возникает вопрос, как изготовить копировально-фрезерный станок в домашних условиях.
Безусловно, самодельные станки не могут с промышленными моделями полностью конкурировать, но все-таки они являются работоспособными и позволяют изготовить высококачественные копии. Хочется сразу оговориться, что копирующее устройство приспособить к промышленному фрезерному устройству будет очень сложно, и это касается, прежде всего, кардинальной переделки всего аппарата. Поэтому самодельный копировально-фрезерный станок собрать проще всего практически «с нуля» при использовании системы тяг и электрического двигателя с зажимным патроном для фрезы.
Конструкций копировально-фрезерных станков может быть много. Типовая конструкция аппарата следующая: станок конструктивно состоит из рабочего стола, несущей рамы и фрезерной головки. Рабочая поверхность может регулироваться по высоте, фрезерная головка оборудована электрическим двигателем привода и передаточным двухступенчатым механизмом, который обеспечивает две скорости фрезерного вала.
Многие домашние хозяева сетуют, что при копировании изделия получившаяся деталь имеет много изъянов и несоответствий, которые появились при смене направления фрезы, вибрации и дрожании опорной конструкции. Неприятностей добавляют прогибания и искривления заготовки, что связаны с увеличением внутреннего напряжения из-за выборки дерева. Избежать всех недочетов при изготовлении самодельного копировально-фрезерного станка невозможно. Просто рекомендуется делать копировальный станок узкопрофильным, а не универсальным.

Самодельный копировально-фрезерный станок должен быть оптимизированным под производство конкретных изделий, которые необходимы именно вам. К примеру, для эффективного изготовления деревянной части ружья и винта для пропеллера требуются различные технические решения, их не получится в одном станке объединять, и возникнуть могут побочные, трудноисправляемые эффекты. Таким образом, практичнее станки собирать под какие-то определённые задачи. Такой подход может вам избежать многих затрат и трудностей.
Немаловажный фактор - это размер станка. Чем вы большее изделие планируете обрабатывать, тем конструкция должна быть массивнее. Необходимо, чтобы вибрации, которые передаются от привода фрезы, поглощались весом опорной конструкции станка. Нагрузки должны выдерживаться направляющими осями, которые также должны иметь запас прочности и не прогибаться. Оптимальные параметры при проектировании копировально-фрезерного станка своими руками подбираются опытным путём, это обеспечивает плавный ход фрезы.

При конструировании копировально-фрезерного станка определите вид деталей, которые будете изготавливать. Для выполнения граверной работы и для фрезерования длинных изделий требуется разный рабочий стол и метод закрепления на нем заготовок с шаблоном. Свобода перемещения в различных плоскостях режущего инструмента зависит от вида рабочего стола.
От изготавливаемых деталей и их материала зависит мощность электродвигателя, который вращает фрезу и устанавливается на самодельном копировально-фрезерном станке. Для гравировки и фрезерования деревянных изделий достаточно 150-200 ваттного электрического мотора постоянного тока.
Для обеспечения процедуры точного копирования нужно между собой жестко соединить копирующий щуп и устройство, закрепив в нем режущий инструмент. При этом их высота и плоскости над рабочим столом должны совпадать полностью. Созданную жесткую конструкцию следует установить над рабочим столом таким способом, чтобы она могла перемещаться в вертикальной и горизонтальной плоскости вдоль осей, которые создаются условно сторонами рабочего стола.
Довольно часто требуется увеличить (или уменьшить) в несколько раз какой-либо рисунок, чертеж или схему. Например, в журнале вам понравились узоры для выжигания. Но в журнале они обычно даются в уменьшенном виде, так что приходится их увеличивать до нужных размеров самостоятельно либо вручную «методом клеток», либо с помощью приборов: эпископа, или пантографа.
О самостоятельном изготовлении эпископа уже рассказывалось в альманахе. Теперь разберемся с пантографом.
Пантограф (название происходит от двух греческих слов (раntos) - все и grарhо - пишу) - прибор в виде раздвижного шарнирного параллелограмма дпя перерисовки рисунков, чертежей, схем в другом (увеличенном или уменьшенном масштабе). Основными достоинствами этого прибора являются простота конструкции и достаточно высо-
кая «точность» скопированного изображения. К сожалению, пантограф пока не нашел еще должного признания у самодеятельных художников и других рукастых почитателей декоративно-прикладного искусства.
В продаже сейчас отыскать пантографы промышленного производства очень трудно. К тому же пинейки таких пантографов относительно малы, причем они изготовлены из металла, что не делает прибор достаточно удобным. Так что сам Бог велел сделать для себя пантограф с деревянными длинными линейками.
Как уже говорилось, пантограф имеет вид раздвижного параллелограмма и состоит их четырех деревянных планок (линеек), скрепленных между собой с помощью шарниров так, что линейки способны сдвигаться и раздвигаться, как гармошка (рис. 1). Как видно из рисунка, на концах планок пантографа укреплены игла (полюс), отметчик (шпиль) и карандаш. При работе иглу закрепляют в какой-либо точке стола, отметчиком ведут по заданному контуру, а карандаш рисует копию данного контура, но уже в заданном масштабе.
Прежде всего для пантографа необходимо изготовить четыре линейки длиной 630 мм, шириной 15 мм и толщиной 4 мм. Такие пинейки лучше выстрогать из тонких реек, но можно и выпилить из фанеры. На всех линейках сначала размечают рабочую часть, для чего от концов пинейки откладывают по 15 мм. Таким образом между отметками окажется расстояние 600 мм, которое и будет являться рабочей частью линейки. Начало рабочей части линейки обозначим буквой Н, а конец - буквой К. Конечно, начало и конец рабочей части мы выбираем произвольно.
Далее нанесем на рабочей части каждой линейки центры отверстий, которые нам понадобятся при настройке пантографа на то или другое увеличение. Предположим, что нам для работы необходимо увеличивать оригинал в 1,25; 1,5; 2; 3; 4; 5; 6 и 7 раз. И чтобы получить, например, центр отверстия с коэффициентом увеличения 1,25, надо разделить длину рабочей части на 1,25 и отложить полученный размер на линейке, приняв за начало отсчета точку Н. То есть центр искомого отверстия будет находиться на расстоянии 480 мм от начала рабочей части. Таким же образом от точки Н определим расстояние центров отверстий для увеличения оригинала в 1,25; 2; 3 раза и так далее (рис. 2). Разметив положение центров на линейках, у каждой отметки пишем число, которое будет соответствовать степени увеличения рисунка.

Используя полученную разметку, сверлим в линейках отверстия дпя болтиков, которыми предполагается соединить линейки. Наиболее подходят для этих целей болтики с резьбой МЗ или М4, соответственно и отверстия для них нужны диаметром 3 или 4 мм. А вот крайние отверстия в точках Н и К делаем диаметром 5,6 мм, то есть по диаметру гильз от мелкокалиберной винтовки, которые будем использовать для крепления в них иголки, отметчика и карандаша. Далее с помощью гипьз шарнирно соединяем линейки попарно, совмещая конец одной пинейки с началом другой (рис. 3, а), после чего развальцовываем открытые концы гильз. Осталось выбрать коэффициент увеличения и связать пары линеек, устанавливая болтики в отверстия с требуемым индексом. Так, пантограф, приведенный на рис. 3, б, готов увеливать оригинал в 4 раза.

В точке П (рис. 3, б) находится полюс пантографа (игла), в точке О (месте шарнирного соединения пары линеек) - отметчик, в точке Р - карандаш. Если концы линеек соединяли с помощью гильз, крепить к пантографу иглу, отметчик и карандаш очень просто. Для установки иглы надо в соответствующую гильзу плотно вставить палочку (деревянную пробку), в центр которой тупым концом затем забивают обломок толстой иглы. Но можно этот обломок иглы зафиксировать в гильзе, залив туда расплавленное олово или свинец.
В качестве отметчика подойдет заостренная палочка, которую закрепить в нужной гильзе совсем нетрудно. Конец палочки должен выступать из гильзы примерно на 1 см. Если вместо гильзы применен длинный болтик, его ориентируют шляпкой вверх, законтривают гайкой, а конец заостряют напильником. Установить в гильзу карандаш - тоже не проблема.
Еще раз подчеркиваем, что при изготовлении пантографа необходима точная разметка отверстий, а также полное соответствие диаметра отверстия в линейке диаметру болтика. Только тогда с помощью пантографа можно достичь достаточной точности даже при копировании очень сложных рисунков.
Как же работают с пантографом? Прежде всего на столе крепят в какой-то точке полюс (иглу) пантографа. Рисунок, с которого требуется снимать копию, располагают там, где находится шпиль, а чистый лист бумаги - под карандашом. Далее шпиль проводим по всем линиям рисунка, при этом карандаш автоматически вычерчивает увеличенный рисунок на бумаге. А если надо изобразить рисунок в уменьшенном виде, придется применять местами шпиль и карандаш, что при наличии гильз совсем нетрудно.
Обычно при работе с пантографом рука рисующего ведет шпиль по линиям узора. В таком случае на линейке рядом с карандашом придется укрепить груз (гайку, свинцовую пластинку), чтобы карандаш прижимался к бумаге. Но можно вести копирование и по-другому. А именно, вести рукой не шпиль, а карандаш, следя при этом за правильным ходом отметчика по линиям узора. В этом случае груз на линейке, понятно, не понадобится. И еще несколько практических советов.
Если оригинал, с которого снимается копия, имеет слишком большие размеры и пройтись шпилем по всем его линиям за один раз не удается, просто переставьте иглу на новое место и продолжайте работу.
При увеличении (или уменьшении) рисунка или чертежа прямые линии и окружности обычно получаются некачественными. Поэтому придется исправить подобный брак с помощью линейки и циркуля.
Известно, что достаточно хорошая точность копии обеспечивается при увеличении оригинала не более, чем в 2…3 раза. Поэтому при необходимости увеличить рисунок в 4 раза лучше сначала укрупнить оригинал в 2 раза, а затем уже полученную копию снова увеличить в 2 раза.
Размеры линеек пантографа не возбраняется изменить, сделав меньше, например. В этом случае местод расчета мест положения отверстий на линейках остается прежним, то есть длину рабочей части линейки придется делить на коэффициент увеличения.
Н. Морозов, Журнал Сделай сам №6-98г. Статьи
Как в производственных, так и в домашних условиях нередко возникает необходимость изготовить деталь, формы и размеры которой полностью идентичны исходному образцу. На предприятиях эта задача решается при помощи такого устройства, как копировально-фрезерный станок, который позволяет изготавливать копии исходной детали большими сериями, отличается высокой скоростью, а также качеством выполняемой обработки.
Что собой представляет процесс фрезерования
Копировально-фрезерные станки и любое другое оборудование фрезерной группы можно встретить практически на любом промышленном предприятии. Объясняется это тем, что операция фрезерования - это один из наиболее распространенных методов, используемых для выполнения механической обработки. Данная технология позволяет выполнять широкий перечень черновых, получистовых и чистовых операций с простыми и фасонными заготовками из черного, а также цветного металла, работать по дереву и пластику. На современном фрезерном оборудовании с высокой точностью и производительностью обрабатываются детали даже самой сложной формы.
Различают два основных типа фрезерования: встречное (подача и вращение инструмента разнонаправлены) и попутное (инструмент вращается в ту же сторону, что и осуществляется подача). Режущая часть инструментов, выполняющих фрезерование, изготавливается из различных материалов, что дает возможность не только успешно работать по дереву, но и выполнять обработку (шлифовку в том числе) даже самых твердых металлов и сплавов, искусственного и натурального камня.
Фрезерное оборудование подразделяется на два вида: общего назначения и специализированное, к которому и относится копировально-фрезерный станок.
Возможности копировально-фрезерного оборудования
Копировальный станок, относящийся к фрезерной группе, разработан для копировально-фрезерных работ с плоскими и объемными деталями. Кроме того, на таком устройстве можно выполнять гравировку фасонных профилей, наносить на изделия надписи и узоры (даже высокой сложности), осуществлять легкие фрезерные операции по дереву и другим материалам.

Используя инструменты с режущей частью из различных материалов, на копировально-фрезерных станках обрабатывают детали, выполненные из чугуна, разных сортов стали и цветных металлов. На таких устройствах для выпуска деталей мелкими и крупными сериями успешно производят лопатки турбореактивных двигателей и паровых турбин, гребные винты для судов, штампы вырубного и ковочного типа, рабочие колеса для гидротурбин, формы для прессования и литья, пресс-формы и т.д.
На копировально-фрезерном станке выполняются технологические операции, практически недоступные универсальному оборудованию. Принцип работы такого станка основан на методе копирования, для выполнения которого используется специальный шаблон. Применение шаблона исключает человеческий фактор при обработке даже сложнейших деталей, благодаря чему все готовые изделия имеют одинаковую форму и геометрические размеры. Что удобно, один шаблон можно использовать для точного изготовления большой партии деталей, которые будут полностью идентичны между собой.
Для того, чтобы копирование формы и размеров шаблона было максимально точным, на копировально-фрезерном станке устанавливают копир (пантограф для фрезера). Назначение такого устройства - точная передача всех движений копировальной головке режущему инструменту.
Как устроен копировально-фрезерный станок
Копировально-фрезерные станки, как упомянуто выше, используются для плоскостного (обработка профилей) и объемного (обработка рельефов) фрезерования. В качестве рабочего инструмента на них применяются фрезы, которые, обрабатывая контур или объемную поверхность детали, повторяют движения копира. Связь рабочего органа и системы слежения у ручных станков обеспечивается за счет механических, пневматических или гидравлических элементов, нужных для формирования усилия, передаваемого от копира на рабочий орган копировально-фрезерного станка.
Шаблоном на таких станках выступает плоская контурная или пространственная модель, деталь-эталон или контурные чертежи, а элементом, считывающим форму и размеры шаблона, - копировальный палец или ролик, специальный щуп, фотоэлемент. Для изготовления шаблона можно использовать алюминиевый лист или лист из другого металла, пластик или древесину. Шаблон и обрабатываемая деталь располагаются на вращающемся рабочем столе станка.

Рабочий орган копировально-фрезерного оборудования приходит в движение благодаря таким конструктивным элементам, как винт, золотниковый клапан, соленоид, дифференциал или электромагнитная муфта. Реле, устанавливаемые в усилительных устройствах копировально-фрезерных станков, бывают электромагнитными, гидравлическими или электрооптическими.
Качество обрабатываемой детали (шероховатость поверхности, точность формы и размеров) зависит от такого параметра, как скорость перемещения следящего устройства. При этом можно добиться следующих характеристик готового изделия: шероховатость – №6, точность профиля – 0,02 мм. Основными элементами исполнительной цепи такого оборудования являются электрический двигатель и гидравлический цилиндр.

Пантограф, устанавливаемый на копировально-фрезерном оборудовании, обеспечивает копирование в заданном масштабе. Конструкцию пантографа составляют направляющий палец, его ось, инструментальный шпиндель и отдельная ось вращения. Шпиндель и направляющий палец располагаются на одной рейке, от соотношения плеч которой зависит масштаб копирования.
Перемещаясь по контуру шаблона, палец приводит в движение рейку, свободно вращающуюся на оси. Соответственно, на другой стороне рейки шпиндель станка совершает идентичные движения, обрабатывая заготовку. На копировально-фрезерных станках, которые изготавливаются своими руками, такое устройство также не будет лишним, его наличие значительно увеличивает функциональность оборудования.
Разновидности станков копировально-фрезерной группы
Оснащение копировально-фрезерного станка может включать приводы различного типа. На основе этого параметра выделяют:
- оборудование с пантографом (пригодное для обработки деталей в 2–3 измерениях);
- устройства с копиром, закрепленным на поворотной рейке, перемещающейся в вертикальной плоскости;
- одно- и многошпиндельные станки, оснащенные поворотными столами круглой или прямоугольной формы;
- станки, подача на которых обеспечивается за счет механических, электрических, гидравлических устройств;
- фотокопировальное оборудование.
Самодельный копировальный станок может относиться к любому из этих типов (в том числе и к копировально-шлифовальным станкам). Надо только найти в интернете чертежи и подобрать комплектующие.

По степени автоматизации и способу фиксации обрабатываемой детали выделяют следующие категории копировально-фрезерных станков:
- ручные или настольные, на которых заготовка фиксируется механическим способом (на этих устройствах можно рассверливать отверстия различной формы в соответствии с шаблоном);
- автоматическое оборудование стационарного типа, заготовки на котором фиксируются при помощи пневматических прижимов (на таких станках работают с алюминием);
- автоматическое оборудование стационарного типа с пневматическими прижимами, на котором установлена трехшпиндельная головка (на этих копировально-фрезерных станках одновременно рассверливают тройные отверстия, что не позволяют выполнять агрегаты двух предыдущих типов).
Как работает копировально-фрезерный станок
Как было замечено выше, на копировально-фрезерном станке заготовка обрабатывается с помощью задающего устройства - копира. Все перемещения копира по контуру или поверхности шаблона передаются благодаря специальному (копировальному) устройству на рабочую головку станка, в которой закреплена фреза. Таким образом, режущий инструмент в точности повторяет все те движения, которые совершает копир, используемый для оснащения фрезера.

Движения элементов копировально-фрезерного станка в процессе обработки детали подразделяются на главные (вращение и перемещение шпинделя при врезании инструмента в материал заготовки, перемещение по контуру рабочего стола и салазок) и вспомогательные (движение шпиндельной головки, салазок и стола в ускоренном режиме, а также установочные перемещения, которые совершают трейсерный столик, копировальный палец, упоры и зажим, фиксирующий шпиндельную головку).
В копировально-фрезерных станках, работающих по алюминию, могут быть реализованы две схемы слежения: простое действие и действие с обратной связью. При реализации схемы прямого действия рабочий орган станка совершает движения за счет того, что он жестко связан с копиром. Схема обратного действия не предусматривает такой связи и перемещения от копира на рабочий орган передаются не напрямую, а через следящую систему.
Как уже говорилось выше, на копировально-фрезерных станках выполняют контурное и объемное фрезерование. При контурном фрезеровании движения копира происходят в плоскости, параллельной или перпендикулярной оси инструмента. В первом случае перемещение рабочего стола оборудования может быть только продольным, а фреза и копировальный палец двигаются вертикально. Во втором случае стол двигается как в продольном, так и в поперечном направлении. При объемном фрезеровании деталь обрабатывается поэтапно – благодаря нескольким передвижениям стола и инструмента, совершаемым в параллельных плоскостях.
Схема прямого действия может быть реализована и через пантограф, который позволяет уменьшать размеры готовых изделий по отношению к размерам используемого шаблона (масштабировать). Чаще всего такое дополнительное устройство, которое легко сделать и самому, устанавливают на станки, используемые для гравировочных и легких фрезерных работ.

Очередная вариация сделанного самостоятельно станка
Как изготовить копировально-фрезерный станок своими руками
Приобрести копировально-фрезерный станок для оснащения своей мастерской хотели бы многие домашние умельцы, но стоимость такого оборудования достаточно велика. Между тем, обладая желанием, затратив не так много времени, сил и финансовых средств, можно изготовить такое оборудование своими руками.
Естественно, самодельное копировально-фрезерное оборудование не сравнится с профессиональным по своей мощности, надежности и функциональности, но и на таких станках можно выполнять качественные копии, работать с их помощью по дереву и обрабатывать заготовки из других материалов. Многие пытаются приладить копирующее устройство к уже имеющемуся , однако это нецелесообразно, так как при этом приходится переделывать практически весь станок. Как показывает практика, свой самодельный станок копировально-фрезерного типа лучше собирать с нуля, подобрав для этого соответствующие комплектующие.
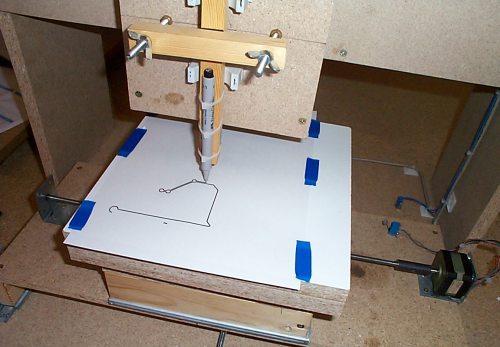
Ниже на фото приведен пример самодельного станка с дополнением в виде видео. Создатель станка ведет повествование по-английски, но в принципе все вполне понятно и без перевода.

Своими руками копировально-фрезерное устройство проще всего изготовить по типовой схеме, которая включает в себя несущую конструкцию – раму, рабочий стол и фрезерную головку. Приводом для обеспечения вращения рабочего инструмента является электродвигатель, передающий движение через двухступенчатый механизм, позволяющий получать две скорости. Рабочий стол этого самодельного устройства можно регулировать по высоте.
Многие из тех, кто копировально-фрезерный станок изготовил своими руками, отмечают, что при смене режимов работы, у такого оборудования начинает проявляться масса недостатков. Наиболее распространенными из таких недостатков являются вибрации рамы станка, искривление заготовки и ее прогиб, некачественное выполнение копирования и др. Чтобы избежать таких проблем, лучше всего делать копировально-фрезерное устройство узкоспециализированным и сразу настраивать его на обработку однотипных заготовок. Объясняется это тем, что самому учесть все недочеты, которые будут возникать у универсального оборудования при смене режимов работы, практически невозможно.
Пантограф является инструментом, с помощью которого можно с большой точностью и в желаемом масштабе перечертить план или карту, рисунок или чертеж и т. п. (рис. 1).
Такой самодельный пантограф представляет интерес для специалистов многих профессий - архитекторов, художников, инженеров, изобретателей, рационализаторов.
В пантографе используется принцип параллелограммного механизма, который дает возможность при одном жестко закрепленном конце двум точкам механизма совершать абсолютно одинаковые движения. В зависимости от величины выбранного плеча масштаб изображения может быть различным и изменяться в желаемую сторону. Масштаб фиксируемый, выставляется по отметкам с соответствующей цифровой маркировкой.
Как сделать пантограф - самодельный пантограф своими руками
Пантограф достаточно высокого качества может сделать своими руками каждый желающий, при условии соблюдения точных размеров всех деталей (рис. 2).
Конструкция самодельного пантографа, которую мы хотим предложить вашему вниманию, состоит из четырех рычагов-линеек (трех длинных и одного короткого), в которых в определенном порядке просверлены отверстия для закрепления осей. В отверстия линеек вставлены латунные втулочки.
Оси механизма пантографа различной конструкции, две центральные оси представляют собой шпильку со шляпкой. Оси для крепления грифеля (копира) и следящего стержня сделаны наподобие устройства для зажима грифеля в ножке циркуля. В качестве следящего стержня желательно использовать пластмассовый наконечник. Такой наконечник не портит оригинала и обеспечивает хорошую мягкость скольжения. Одна ось (крайняя) с пяточкой, на которую опирается механизм пантографа, и, наконец, ось, закрепляющая весь механизм на бобышке-основании.
Все оси имеют в верхней части кольцевую проточку, служащую для закрепления проволочной шпильки-зажима.
Бобышка - металлическая. Снизу в бобышку вделаны три жала (патефонные иголки), позволяющие легко фиксировать основание на чертежной доске.
Линейки лучше всего делать пластмассовыми, например, из оргстекла (плексигласа), толщиной 5 мм. Наиболее ответственной операцией является разметка и сверление отверстий в линейках, поэтому к ней нужно отнестись с особым вниманием. Чтобы обеспечить высокую точность и соосность отверстий, достаточно произвести разметку на одной линейке, сложить все линейки в пакет и просверлить по размеченной линейке отверстия во всех линейках за один прием. Диаметр отверстий старайтесь делать таким, чтобы втулочки входили в них плотно, с небольшим натягом.
Втулки вытачиваются из латуни по размерам, данным на рис. 2. Оси - стальные. Длина осей находится в прямой зависимости от длины втулки. Проволочные шпильки-зажимы согните из стальной проволоки диаметром 1,2-1,5 мм.
Бобышку-основание можно сделать из алюминиевого блока толщиной 39 мм. В нижней пласти бобышки в глухие отверстия заделайте кернением три иголки (можно от патефона), так, чтобы их острие выходило на 2-3 мм.
Спецификация деталей самодельного пантографа
| Буквенное обозначение детали | Наименование детали | Количество | Размеры в мм | ||
|---|---|---|---|---|---|
| Длина | Ширина | Толщина | |||
| А | Линейка большая | 3 | 406 | 20 | 5 |
| Б | Линейка малая | 1 | 220 | 20 | 5 |
| В | Основание (бобышка) | 1 | 60 | 40 | 30 |
| Г | Втулочка | 12 | 8 | - | Ø8 |
| Д | Ось фиксирующая | 1 | - | - | - |
| Е | Ось-опора с пяткой | 1 | - | - | - |
| Ж | Ось копира (оригинала) | 2 | - | - | - |
| З | Ось средняя | 2 | - | - | - |
| И | Шпилька-зажим | 6 | - | - | 1,2-1,5 |
Когда все детали будут готовы, соберите механизм . При сборке и подгонке деталей старайтесь добиться легкости движения всех звеньев механизма, для чего их трущиеся поверхности можно слегка смазать.
Заключительной операцией изготовления своими руками самодельного пантографа является маркировка отверстий на линейке, согласно которой легко будет выбрать масштаб увеличения (уменьшения) копии.
Соответствие маркировки с получающимися размерами обязательно проверьте опытным путем.