Сварочный трансформатор своими руками. Сварочный аппарат своими руками: как сделать его дома
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники - как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как , для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь - это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее - его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие - обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
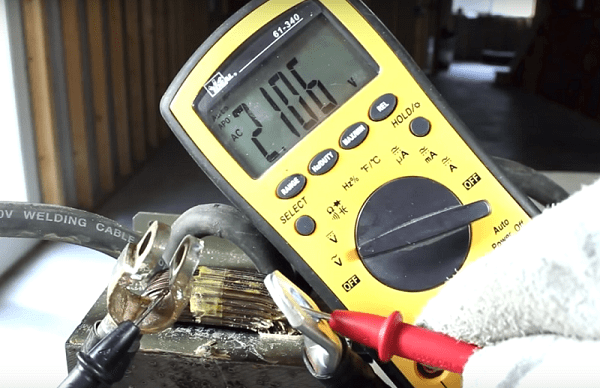
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется - здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное - разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий - это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно. Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени. В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов. Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.

Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.

Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: .
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
 Рис. 2: уберите высоковольтную обмотку
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
 Рис. 3: удалите токовые шунты
Рис. 3: удалите токовые шунты - Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
 Рис. 4: намотайте вторичную обмотку на каркас
Рис. 4: намотайте вторичную обмотку на каркас - Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
 Рис. 5: сделайте диэлектрическую прокладку
Рис. 5: сделайте диэлектрическую прокладку - Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
 Рис. 6: поместите катушку в магнитопровод
Рис. 6: поместите катушку в магнитопровод - Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
 Рис. 7: подключите шнур питания и кабели
Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
 Рис. 9: схема подключения сглаживающего устройства
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:

В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.

Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
 Рис. 12: используйте луженные зажимы
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.

При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать и т.д.
 Рис. 14: принципиальная схема импульсного блока
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).

Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.

Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.

Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.



Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.

Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов .

Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).


Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.



Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.

Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.

Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.

Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.



Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора , который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички , к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник . Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).

Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.

Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора .

Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель . Ниже приведена схема сварочного аппарата с диодным мостом.

Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.



Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор .
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.

Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки , распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).

Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.

Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.

Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.

- На концах кабеля рекомендуется установить медные наконечники.

- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.

- Далее, следует сделать корпус для аппарата
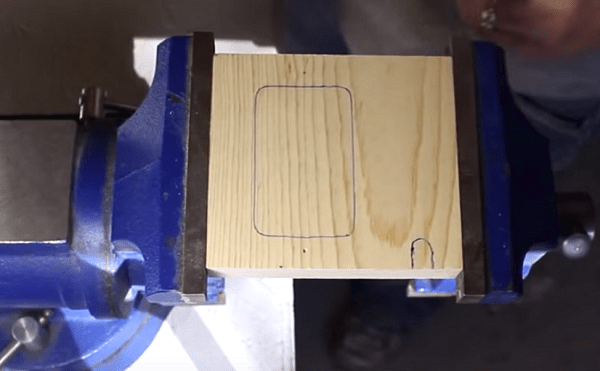
. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.


- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.


- На одной части сварочных клещей необходимо вырезать небольшой клин
. Благодаря ему клещи смогут подниматься выше.


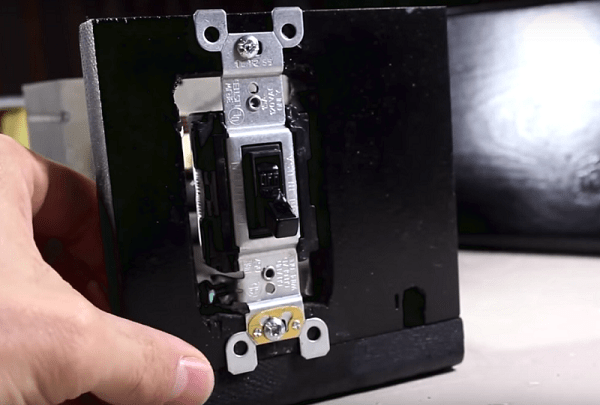
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.

- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.


- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.

- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.


- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.


- Закрепите на основании трансформатор.

- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.

- Закрепите боковые стенки корпуса.

- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.

- Далее, закрепите на конце выключатель.

- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.


- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.


- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.


- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.

- Для проверки работы агрегата можно взять металлические шайбы и сварить их.


В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.
В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
- дуговой;
- контактной.
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения . Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка ». Применяется при разметке по металлу;
- слесарные струбцины . Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента
. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
- пассатижи, бокорезы и т. д. с изолированными ручками;
- набор напильников .
Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух
. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
- магнитопровод . Обеспечивает мощный электромагнитный поток, который индуцирует в обмотках электродвижущую силу (далее – ЭДС);
- провод и проволока . Необходимы для монтажа обмоток;
- каркасы катушек . На них наматываются обмотки;
- контактные колодки . Мощная контактная колодка с зажимами для сварочных проводов, мелкие колодки – для электромонтажа схемы;
- коммутаторы (переключатели) . Осуществляют коммутацию секций обмоток при подборе величины сварочного тока;
- материал для межвитковой изоляции . Уменьшает возможность электрического пробоя изоляции обмоток;
- крепёжные изделия (болты, винты, гайки, шайбы и т. п.) . Они необходимы для монтажа гаджета при осуществлении сборочных работ;
- изоляционная лента (типа Х/Б).
Важно : изоляционную ленту «ПХВ» применять нельзя, т. к. при нагревании она разрушается.
Самодельный сварочный трансформатор для дуговой сварки
Прежде чем приступать к дальнейшей работе по изготовлению СТ, следует решить: что именно вы будете создавать. Вам необходимо:
- выбрать конструкцию и электрическую принципиальную схему будущего устройства;
- произвести электрический и, при необходимости, конструктивный расчёт его параметров .
Только после этого следует подбирать необходимую комплектацию, материалы и готовить, при необходимости,специальный инструмент.
Как рассчитать сварочный трансформатор. Схема
Вопрос, как рассчитать сварочный трансформатор самодельный, очень специфичен, так как он не соответствуют типовым схемам и общепринятым правилам. Дело в том, что при изготовлении самоделок параметры их компонентов «подгоняются» под уже имеющиеся в наличии комплектующие (в основном — под магнитопровод). Более того, часто случается, что:
- трансформаторы собираются не из самого лучшего трансформаторного железа;
- обмотки наматываются не самым подходящим проводом и много других отрицательных факторов.
В результате, самоделки греются и «гудят» (пластины сердечника вибрируют с частотой электросети: 50 Гц), но, при этом, «делают своё дело» — сваривают металл.
По форме сердечников различают трансформаторы следующих основных типов:
- стержневой;
- броневой.
Пояснения к рисунку:
- а – броневой;
- б – стержневой.
Трансформаторы стержневого типа, по сравнению с трансформаторами броневого типа, допускают большие плотности токов в обмотках. Благодаря этому они имеют более высокий КПД, но и трудоёмкость их изготовления значительно выше. Тем не менее, их используют чаще.
На стержневом сердечнике применяют схемы обмоток, приведённые на рисунке.
Пояснения к рисунку:
- а – сетевая обмотка на двух сторонах сердечника;
- б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
- в – сетевая обмотка на одной стороне сердечника;
- г – соответствующая ей вторичная обмотка, включенная последовательно.
Для примера выполним расчёт СТ собранного по схеме «в» — «г». Его вторичная обмотка состоит из двух равных частей (половинок). Они расположены на противоположных плечах магнитопровода, а между собой соединены последовательно. Расчёты заключаются в определении теоретических и выборе действительных размеров магнитопровода.
Определяемся с мощностью СТ (по величине тока во вторичной обмотке) из следующих соображений. Для электросварки в быту чаще всего используются покрытые электроды Ø, мм: 2, 3, 4. Выбираем «золотую середину» для самых ходовых — 120…130 А. Мощность СТ определяется по формуле:
P = Uх.х. × Iсв. × cos(φ) / η, где:
- Uх.х. — напряжение холостого хода;
- Iсв. — ток сварки;
- φ — угол сдвига фаз между напряжением и током. Принимаем: cos(φ) = 0,8;
- η — КПД. Для самодельных СТ: КПД = 0,7.
Если произвести расчет магнитопровода по справочнику, то его сечение для выбранного тока равно 28 кв.см. На практике, сечение магнитопровода для той же мощности может варьироваться в пределах: 25…60 кв.см.
Для каждого сечения необходимо определить (по справочнику) количество витков первичной обмотки для обеспечения на выходе заданной мощности. Мы лишь заметим, что чем больше площадь сечения магнитопровода (S), тем меньше понадобится витков обеих катушек. Это существенный момент, т. к. большое количество витков может не поместиться в «окно» магнитопровода.
Возможно использование магнитопровода старого трансформатора (например, от микроволновой печки, конечно, после некоторой его реконструкции – замены вторичной обмотки).
Если у вас нет старого трансформатора, то следует прибрести трансформаторное железо, из которого вы иизготовите сердечник СТ.
Пояснения к рисунку:
- а – пластины Г-образной формы;
- б – пластины П-образной формы;
- в – пластины из полос трансформаторной стали;
- c и d – размеры «окна», см;
- S = a х b – площадь поперечного сечения сердечника (ярма), кв.см.
Расчёт количества витков первичных обмоток при напряжении питания сети 220…240 В, выбранных нами токах сварки и параметрах магнитопровода можно произвести по следующим формулам:
N1 = 7440 × U1/(Sиз × I2). Для обмоток на одном плече (по половине обмотки друг на друге, соединённые последовательно);
N1 = 4960 × U1/(Sиз × I2). Обмотки разнесены на разные плечи.
Условные обозначения в обеих формулах:
- U1 – напряжение источника питания;
- N1 — количество витков первичной обмотки;
- Sиз — сечение магнитопровода (кв.см);
- I2 — заданный сварочный ток вторичной обмотки (А).
Выходное напряжение вторичной обмотки СТ в режиме холостого хода у самодельных сварочных трансформаторов находится, как правило, в пределах 45…50В. По следующей формуле можно определить её количество витков:
U1/U2 = N1/N2.
Для удобства подбора силы сварочного тока, на обмотках делают отводы.
Намотка сварочного трансформатора и монтаж
Для первичной обмотки трансформатора применяется специальный термостойкий медный провод, имеющий хлопчатобумажную или стеклотканевую изоляцию.
С учётом выбранной выше мощности, электрический ток в первичной обмотке может достигать 25 А. Исходя из этих соображений, первичную обмотку СТ следует наматывать проводом, имеющим сечение ≥ 5…6 кв.мм. Это, кроме всего прочего, существенно увеличит надежность СТ.
Вторичная обмотка выполняется медной проволокой, сечение которой: 30…35 кв.мм. Особое внимание следует уделить выбору изоляции провода вторичной обмотки, так как по ней протекает большой сварочный ток. Она должна быть очень надёжной — особое внимание следует уделить теплостойкости.
При монтаже обмоток обратите внимание на следующее:
- намотка производится в одном направлении;
- между рядами обмоток прокладывается изолирующий слой дополнительной изоляции (рекомендуем – хлопчатобумажной) .
Собранный СТ следует поместить в защитный кожух с отверстиями для вентиляции.
Видео
Посмотрите, как была реализована задача сборки аппарата:
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
- точечная;
- стыковая;
- шовная.
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.
Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.
Следует учитывать , что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.
:- сварщику необходимо стоять на резиновом коврике;
- на руках рабочего должны быть резиновые перчатки;
- сварочная маска не обязательна, но на лице должны быть защитные очки.
Выводы
Мы дали вам достаточно информации для того, чтобы сделать самодельный сварочный трансформатор:
- дуговой сварки;
- контактной сварки.